Facilidad de uso y conectividad a dispositivos externos, industria 4.0
SEGURIDAD - CONECTIVIDAD - FLEXIBILIDAD
Sutherland se enorgullece de presentar I-PRESS®, el futuro de la tecnología de control de prensa. Con controles basados en software y pantallas táctiles, I-PRESS® representa nuestro compromiso de liderar la industria con lo último en innovación en controles. La industria de la formación de metales está evolucionando a un nuevo nivel de conectividad y automatización, y I-PRESS® ha sido diseñado para llevar sus operaciones de prensa al siglo XXI.
- El control de prensa más intuitivo del mundo
- Conjunto completo de funciones de seguridad
- Construido para la automatización y la capacidad de expansión
- Diseñado para integrarse a la perfección con Connected Enterprise

I-PRESS® está diseñado para la personalización y la capacidad de expansión. Cuando se necesitan nuevas características o modificaciones, no hay reemplazos costosos de chip, simplemente desbloquee sus actualizaciones directamente desde el software.
• Conjunto completo de herramientas de automatización
• Fácil integración con alimentadores, robots y sistemas de transferencia
• Personalizable para admitir aplicaciones especiales
Pantalla de ejecución principal Mecánica
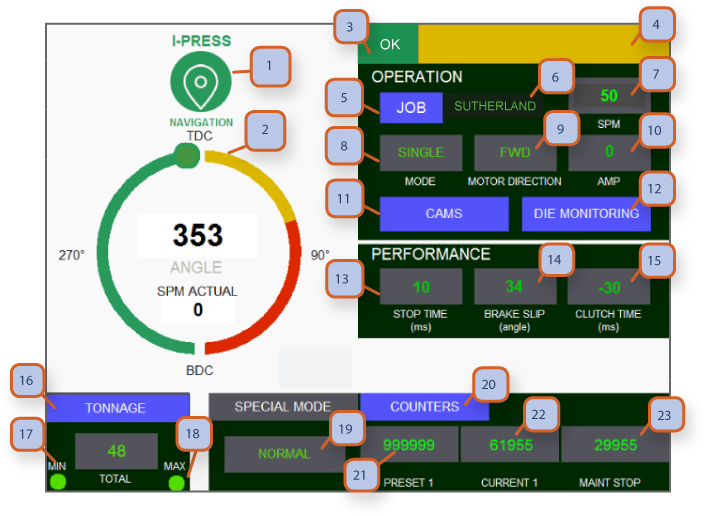
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. POSICIÓN DE LA CARRERA, INDICADOR DE ÁNGULO Y VELOCIDAD REAL: Este ángulo debe ser el mismo que el indicador de tipo reloj mecánico en la corona de prensa. El ángulo se muestra según el codificador electrónico que monitorea la posición de deslizamiento y la posición de avance. La posición del codificador se puede volver a calibrar, consulte “Restablecimiento del cero del codificador”. La velocidad real muestra SPM / carreras por minuto actuales.
3. OK MONITOR: La pantalla verde muestra que todos los sistemas están funcionando y no hay fallas presentes.
4. MONITOR DE FALLAS: Cuando cualquier falla de seguridad o de la máquina está presente, la falla se mostrará en amarillo y el monitor OK ya no será verde. La falla debe resolverse y se debe presionar el "botón de reinicio" en el soporte en t para eliminar la falla.
5. BOTÓN DE TRABAJO: Presione esto para ir a la pantalla de "memoria de trabajo". Aquí es donde se puede cargar un nuevo trabajo. Desde esta ubicación también puede ir a la pantalla "biblioteca de trabajos" para extraer los trabajos que se han guardado.
6. NÚMERO DE TRABAJO: Los nombres de trabajo alfanuméricos de 10 dígitos se pueden asignar en la pantalla de configuración de "memoria de trabajo".
7. SPM: Muestra el ajuste de velocidad actual de SPM / golpes por minuto del motor principal, el volante y el movimiento de deslizamiento. Esto se ajusta hacia arriba / abajo tocando el campo e ingresando un valor deseado de trazos por minuto.
8. MODO: el campo muestra 5 modos diferentes de operación, modos "apagado, pulgada, de un solo trazo, continuo, especial". Para arrancar el motor principal, el interruptor selector de modo situado en el soporte en t debe estar en la posición de "apagado". el "modo especial" se puede acceder solamente con la contraseña del nivel del supervisor.
9. DIRECCIÓN DEL MOTOR PRINCIPAL: Muestra 3 posiciones del selector de llaves de dirección del motor en mos / estación de operación maestra: "adelante, freno del volante, marcha atrás"
Nota: prensa sólo funcionará en modo “pulgadas”, cuando a la inversa. Cuando se selecciona la posición intermedia / freno del volante, esto activará el freno, detendrá el movimiento de deslizamiento, apagará el motor principal y aplicará el freno del volante.
10. AMP: muestra el cuadro del amplificador del motor principal. Esto puede ser útil cuando se establece acb / contador de aire de equilibrio presión de aire que iguala el peso del dado superior. La fluctuación mínima de los amperios indica el ajuste adecuado de la presión acb. Si los amplificadores subiendo durante 180 a 359 upstroke esto indica que la presión acb puede ser baja. Si los amplificadores subiendo durante 0 a 180 hacia abajo, la carrera indica que la presión acb puede ser demasiado alta.
11. BOTÓN CAM: Pulse para ir a la pantalla de leva programable. Las levas 1-12 están pre-cableadas en tiras terminales en la sección inferior del panel eléctrico principal / mep.
12. PROTECCIÓN DE LA MATRIZ: Presione para ir a la pantalla de "protección de la matriz". Los troqueles pro 1-16 están pre-cableados en tiras terminales en la sección inferior del panel eléctrico principal.
13. TIEMPO DE PARADA: Muestra el tiempo de parada en ms / milisegundos en cada carrera. Se puede acceder a la configuración de los parámetros con la contraseña de supervisor.
14. DESLIZAMIENTO DE FRENO: Muestra el ángulo de deslizamiento. Las configuraciones del parámetro son accesibles con la contraseña del supervisor.
15. TIEMPO DE EMBRAGUE Muestra el tiempo de enganche en ms / milisegundos. Las configuraciones del parámetro son accesibles con la contraseña del supervisor.
16. TONELAJE: Pulse para ir a la pantalla de tonelaje, el campo de abajo muestra el tonelaje total durante cada golpe de la prensa.
17. TONNAGE MÍNIMO: Muestra un indicador rojo si la configuración de tonelaje mínimo en la pantalla de memoria de trabajo está por debajo de un límite preestablecido. La diapositiva se detendrá en tdc / centro muerto superior y hmi mostrará la falla de "tonelaje mínimo" en la parte superior derecha en la pantalla principal de ejecución. Presione "botón de reinicio" en t-stand para eliminar la falla.
18.MAX TONNAGE: Muestra un indicador rojo si la configuración de tonelaje máximo en la pantalla de memoria de trabajo supera un límite preestablecido. La diapositiva se detendrá en tdc / centro muerto superior y hmi mostrará la falla de "tonelaje máximo" en la parte superior derecha en la pantalla principal de ejecución. Presione "botón de reinicio" en t-stand para eliminar la falla.
19. MODO ESPECIAL DE OPERACIONES: Opcional, accesible con contraseña de supervisor. Esto permite 4 configuraciones, “modo de operación normal-micro pulgada, ssd / carrera única bajo demanda, csd / carrera continua bajo demanda”, esto es ideal para prensas que son esclavas de la automatización aguas arriba o aguas abajo.
20. CONTADORES: Pulse para ir a la pantalla de contadores donde se pueden ajustar los valores del contador.
21. CONTADOR PREDEFINIDO 1: Muestra el contador predeterminado 1 en la pantalla del contador. Esto se puede utilizar como contador de lotes.
22. RECUENTO ACTUAL 1: Muestra el recuento actual desde que se inició el contador. Cuando alcance el mismo número que el preajuste 1, el deslizamiento se detendrá en tdc y el monitor verde ok se apagará y mostrará la falla de “conteo del preajuste 1” en la parte superior derecha de la pantalla de ejecución principal. Vaya a la pantalla del contador para volver a poner a cero o establecer un nuevo valor.
23. PARADA DE MANTENIMIENTO: Muestra la cuenta regresiva hasta la parada de mantenimiento. El monitor verde ok se apagará y mostrará una falla de “conteo de mantenimiento” en la esquina superior derecha de la pantalla de ejecución principal. Se requiere contraseña de supervisor para borrar o restablecer el contador de mantenimiento. Luego presione el “botón de reinicio” en el soporte en T para borrar la falla.
Nota: Cuando los contadores (# 21 & # 22 & # 23) alcancen el 80% de su valor preestablecido, se volverán amarillos. Cuando alcance el 90% de su valor preestablecido, se volverá rojo. Esto es para que el operador pueda estar preparado para que la prensa se detenga.
• Opción 1: ESCÁNER DE CÓDIGO DE BARRAS: presione para usar el escáner de código de barras y cargar automáticamente un trabajo preestablecido vinculado a ese código de barras.
• Opción 2: CONTADOR DE SECUENCIA DE CARRERAS: Muestra un contador de carreras personalizable.
• Opción 3: QDC: presione para ir a la pantalla de cambio rápido de troquel para operar las abrazaderas de troquel y los elevadores de troquel.
• Opción 4: ALTURA DE MATRIZ AUTOMÁTICA: Muestra la altura de la matriz en mm o pulgadas. Se puede programar en la memoria del trabajo para eliminar el uso del operador del ajuste manual de la altura del troquel.
• Opción 5: TIEMPO DE EJECUCIÓN CONTINUA: Muestra cuánto tiempo ha estado funcionando la prensa en modo continuo.
Servohidráulico de la pantalla de funcionamiento principal
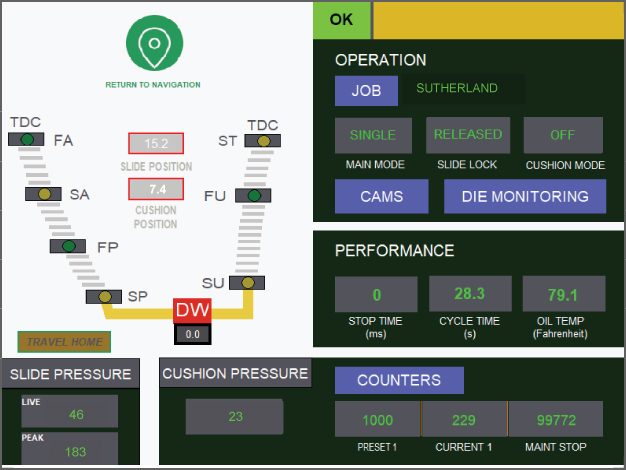
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. OK MONITOR: La pantalla verde "OK" muestra que todos los sistemas están funcionando y no hay fallas presentes. Las pantallas rojas de 'falla' indican que hay una falla presente y que la prensa no funcionará.
3. BOTÓN DE TRABAJO: Presiónelo para ir a la pantalla de "memoria de trabajo". Aquí es donde se puede cargar un nuevo trabajo. Desde esta ubicación también puede ir a la pantalla de "biblioteca de trabajos" para ver los trabajos que se han guardado.
4. NÚMERO DE TRABAJO: Se pueden asignar nombres de trabajo alfanuméricos de 10 dígitos en la pantalla de configuración de la “memoria de trabajos”.
5. MODO: El campo muestra 5 modos diferentes de operación, modos "apagado, pulgada, carrera única, continuo, especial". Para arrancar el motor principal, el interruptor selector de modo ubicado en el soporte en t debe estar en la posición "apagado". Solo se puede acceder al “modo especial” con una contraseña de nivel de supervisor.
6. BLOQUEO DE DESLIZAMIENTO - 'NO COMPLETAMENTE ENCENDIDO': Muestra este error cuando los bloqueos de deslizamiento no están completamente acoplados. Cuando los bloqueos deslizantes se retraen por completo, este campo mostrará "Liberado" en verde. Consulte la página siguiente.
7. MODO COJÍN: Alternar entre apagado, simultáneamente o retardo. En modo simultáneo, el cojín se elevará tan pronto como el ariete comience a elevarse después de alcanzar bdc. En el modo de retardo, el cojín se elevará con una cantidad determinada de tiempo de retardo, después de que el ariete comience a subir desde bdc.
8. BOTÓN CAM: Presiónelo para ir a la pantalla de la cámara programable. Las levas 1-12 están precableadas en regletas de terminales en la sección inferior del panel eléctrico principal / mep.
9. MONITOREO DE MUESTRAS: Presione para ir a la pantalla de "supervisión de matrices". Die pro 1-16 están precableados en regletas de terminales en la sección inferior del panel eléctrico principal / mep.
10. POSICIÓN DE LA CARRERA Y INDICADOR DE LA ETAPA DE LA CARRERA: La posición de la diapositiva que se muestra se basa en el transductor lineal que monitorea la posición de la diapositiva.
11. POSICIÓN DE LA CARRERA: Muestra la posición actual de la corredera en mm.
12. POSICIÓN DEL COJÍN: Muestra la posición actual del cojín en mm.
13. TIEMPO DE PARADA: Muestra el tiempo de parada en ms / milisegundos en cada carrera. Se puede acceder a la configuración de los parámetros con la contraseña de supervisor.
14. TIEMPO DE CICLO: Muestra el tiempo total del ciclo en segundos.
15. TEMPERATURA DEL ACEITE: Muestra la temperatura del aceite en Fahrenheit.
16. PRESIÓN DE DESLIZAMIENTO - EN VIVO: Este campo muestra la presión de deslizamiento actual (tonelaje) en cualquier momento dado.
17. PRESIÓN DE DESLIZAMIENTO - PICO: Este campo muestra el valor de presión más alto desde el último golpe.
18. PRESIÓN DEL AMORTIGUADOR: Muestra la presión del cojín.
19. CONTADORES: Presione para ir a la pantalla de contadores donde puede ajustar los valores del contador.
20. PRESET COUNTER 1: Muestra el contador predeterminado 1 en la pantalla del contador. Esto se puede utilizar como contador de lotes.
21. RECUENTO ACTUAL 1: Muestra el recuento actual desde que se inició el contador. Cuando alcance el mismo número que el preajuste 1, el deslizamiento se detendrá en tdc y el monitor verde OK se apagará y mostrará una falla de “conteo de preajuste 1” en la parte superior derecha de la pantalla de ejecución principal. Vaya a la pantalla del contador para volver a poner a cero o establecer un nuevo valor.
22. PARADA DE MANTENIMIENTO: Muestra la cuenta regresiva hasta la parada de mantenimiento. El monitor verde OK se apagará y mostrará una falla de “conteo de mantenimiento” en la parte superior derecha de la pantalla de ejecución principal. Se requiere contraseña de supervisor para borrar o restablecer el contador de mantenimiento.
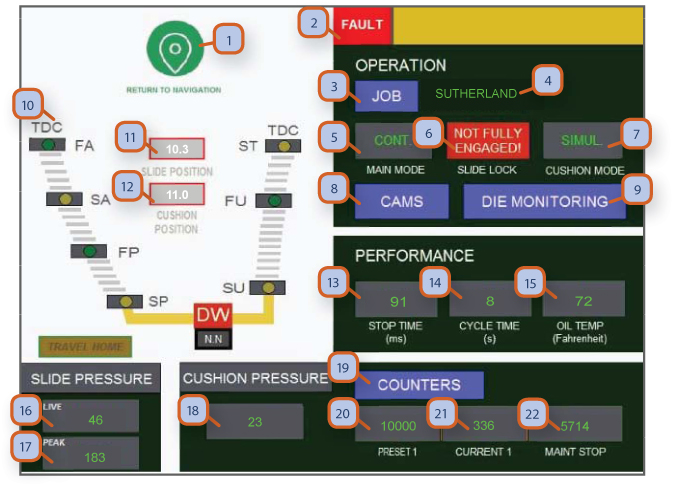
Forja de pantalla de ejecución principal
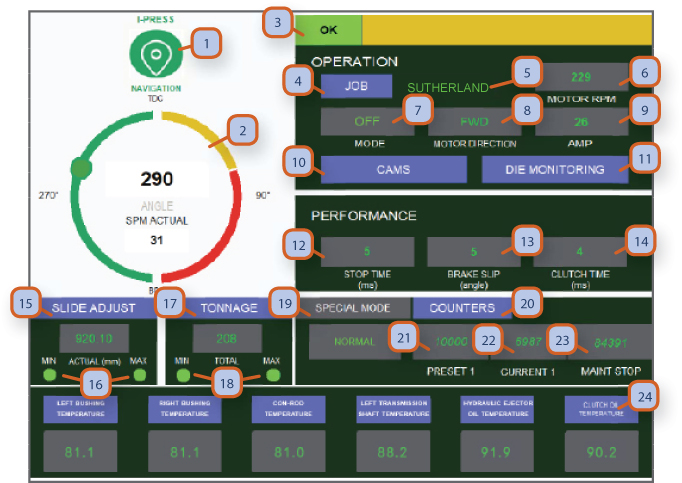
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. POSICIÓN DE LA CARRERA, INDICADOR DE ÁNGULO Y VELOCIDAD REAL: Este ángulo debe ser el mismo que el indicador de tipo reloj mecánico en la corona de prensa. El ángulo se muestra según el codificador electrónico que monitorea la posición de deslizamiento y la posición de avance. La posición del codificador se puede volver a calibrar, consulte “Restablecimiento del cero del codificador”. La velocidad real muestra SPM / carreras por minuto actuales.
3. OK MONITOR: La pantalla verde muestra que todos los sistemas están funcionando y no hay fallas presentes. Cuando hay alguna falla de seguridad o de la máquina, la falla se mostrará en el área amarilla y el monitor ok ya no estará verde. La falla debe resolverse y el "botón de reinicio" en el soporte en t debe presionarse para eliminar la falla.
4. BOTÓN DE TRABAJO: Presiónelo para ir a la pantalla de "memoria de trabajo". Aquí es donde se puede cargar un nuevo trabajo. Desde esta ubicación también puede ir a la pantalla de "biblioteca de trabajos" para ver los trabajos que se han guardado.
5. NÚMERO DE TRABAJO: Se pueden asignar nombres de trabajo alfanuméricos de 10 dígitos en la pantalla de configuración de la “memoria de trabajos”.
6. RPM DEL MOTOR: Muestra las rpm actuales del motor / rotaciones por minuto, la configuración de velocidad del motor principal.
7. MODO: El campo muestra 5 modos diferentes de operación, modos "apagado, pulgada, carrera única, continuo, especial". Para arrancar el motor principal, el interruptor selector de modo ubicado en el soporte en t debe estar en la posición "apagado". Solo se puede acceder al “modo especial” con una contraseña de nivel de supervisor.
8. DIRECCIÓN DEL MOTOR PRINCIPAL: Muestra 3 posiciones del selector de llave de dirección del motor en la estación de operación mos / master: “avance, freno de volante, retroceso” nota: presionar solo funcionará en “modo pulgadas” cuando esté en retroceso. Cuando se selecciona la posición intermedia / freno del volante, esto activará el freno, detendrá el movimiento de deslizamiento, apagará el motor principal y aplicará el freno del volante.
9. AMP: muestra el consumo de amperaje del motor principal. Esto puede ser útil cuando se ajusta la presión de aire del contrapeso de aire / acb que iguala el peso del troquel superior. La fluctuación mínima de amperios indica un ajuste adecuado de la presión acb. Si los amperios aumentan durante una carrera ascendente de 180 a 359, esto indica que la presión acb puede ser demasiado baja. Si los amperios aumentan durante la carrera descendente de 0 a 180, indica que la presión acb puede ser demasiado alta.
10. BOTÓN CAMS: Presiónelo para ir a la pantalla de cámara programable. Las levas 1-12 están precableadas en regletas de terminales en la sección inferior del panel eléctrico principal / mep.
11. MONITOREO DE MUESTRAS: Presione para ir a la pantalla de “protección de matrices”. Die pro 1-16 están precableados en regletas de terminales en la sección inferior del panel eléctrico principal / mep.
12. TIEMPO DE PARADA: Muestra el tiempo de parada en ms / milisegundos en cada carrera. Se puede acceder a la configuración de los parámetros con la contraseña de supervisor.
13. DESLIZAMIENTO DEL FRENO: Muestra el ángulo de deslizamiento. Se puede acceder a la configuración de los parámetros con la contraseña de supervisor.
14. TIEMPO DE EMBRAGUE: Muestra el tiempo de activación del embrague en ms / milisegundos. Se puede acceder a la configuración de los parámetros con la contraseña de supervisor.
15. AJUSTE DE DESLIZAMIENTO: Muestra la altura actual del troquel.
16. INDICADORES MIN / MAX: Mostrará un indicador rojo si la altura del troquel alcanza el límite físico mínimo de altura del troquel.
17. TONELADO: Presione para ir a la pantalla de tonelaje, el campo a continuación muestra el tonelaje total durante cada golpe de la prensa.
18. INDICADORES MÍN / MÁX: Muestra un indicador rojo si la configuración de tonelaje mínimo en la pantalla de memoria del trabajo desciende por debajo de un límite preestablecido. El deslizamiento se detendrá en tdc / punto muerto superior y hmi mostrará una falla de "tonelaje mínimo" en la parte superior derecha de la pantalla de ejecución principal. Presione el “botón de reinicio” en el soporte en T para borrar la falla.
19. MODO ESPECIAL DE OPERACIONES: Opcional, accesible con contraseña de supervisor. Esto permite 4 configuraciones, “modo de operación normal-micro pulgada, ssd / carrera única bajo demanda, csd / carrera continua bajo demanda”, esto es ideal para prensas que son esclavas de la automatización aguas arriba o aguas abajo.
20. CONTADORES: Presione para ir a la pantalla de contadores donde puede ajustar los valores del contador.
21. CONTADOR PREDEFINIDO 1: Muestra el contador predeterminado 1 en la pantalla del contador. Esto se puede utilizar como contador de lotes.
22. RECUENTO ACTUAL 1: Muestra el recuento actual desde que se inició el contador. Cuando alcance el mismo número que el preajuste 1, el deslizamiento se detendrá en tdc y el monitor verde ok se apagará y mostrará la falla de “conteo del preajuste 1” en la parte superior derecha de la pantalla de ejecución principal. Vaya a la pantalla del contador para volver a poner a cero o establecer un nuevo valor.
23. PARADA DE MANTENIMIENTO: Muestra la cuenta regresiva hasta la parada de mantenimiento. El monitor verde ok se apagará y mostrará una falla de “conteo de mantenimiento” en la esquina superior derecha de la pantalla de ejecución principal. Se requiere contraseña de supervisor para borrar o restablecer el contador de mantenimiento. Luego presione el “botón de reinicio” en el soporte en T para borrar la falla.
24. VARIOS INDICADORES DE TEMPERATURA: Esta área le permite monitorear la temperatura en diferentes áreas de la prensa. Estos campos se volverán rojos si la temperatura supera un límite establecido.
Nota:
Cuando los contadores (# 21 & # 22 & # 23) alcancen el 80% de su valor preestablecido, se volverán amarillos. Cuando alcance el 90% de su valor preestablecido, se volverá rojo. Esto es para que el operador pueda estar preparado para que la prensa se detenga.
Navegación por pantalla táctil a color
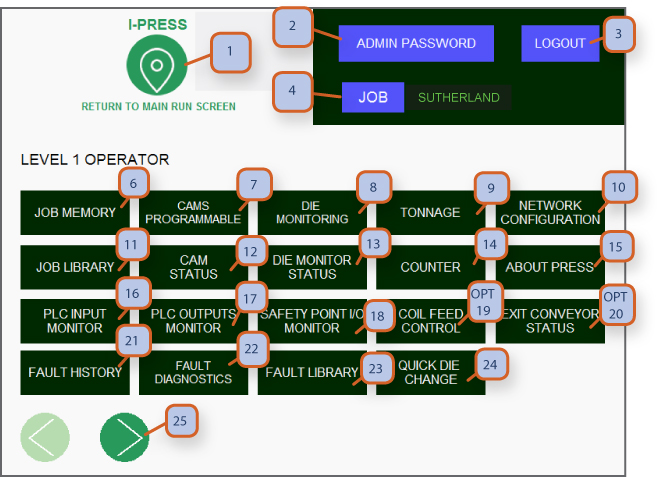
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. CONTRASEÑA DE ADMINISTRADOR: Presione para permitir que se introduzca el supervisor o la contraseña superior. Vuelva a la contraseña de nivel inferior, use el botón cerrar sesión.
3. LOGOUT: Esto permite a los usuarios cerrar sesión para que otros puedan iniciar sesión con su nivel de contraseña.
4. TRABAJO: Presione para ir a la pantalla de "memoria de trabajo".
5. NÚMERO DE TRABAJO: Muestra el trabajo alfanumérico actual de 10 dígitos que está seleccionado.
6. MEMORIA DE TRABAJO: Presione para ir a la pantalla "memoria de trabajo".
7. CAMS PROGRAMABLE: Pulse para ir a la pantalla de "levas programables".
8. MONITOREO DE DADOS: Presione para ir a la pantalla de "monitoreo de dados".
9. TONELAJE: Pulse para ir a la pantalla del "monitor de tonelaje".
10. CONFIGURACIÓN DE RED: Muestra el tipo de PLC y los módulos de E/S de seguridad.
11. BIBLIOTECA DE TRABAJOS: Presione para ir a la "pantalla de la biblioteca de trabajos" para seleccionar un trabajo preprogramado o ingresar un nuevo trabajo.
12. ESTADO DE LA LEVA: Presione para ir a la pantalla de estado de la leva. (sólo ver)
13. ESTADO DE MONITOREO DE DADOS: Presione para ir a la pantalla de monitoreo de dados. (sólo ver)
14. CONTADOR: Presione para ir a "pantalla de contador" "preset 1, preset 2, contador de corte 1, contador de corte 2, mantenimiento y contador de vida total".
15. ACERCA DE PRESS: Presione para ver las especificaciones de la prensa &I-press manual de control.
16. MONITOR DE ENTRADA PLC: Presione para ir a la pantalla "monitor de entradas plc-1", ideal para la resolución de problemas.
17. MONITOR DE SALIDA DEL PLC: Presione para ir a la pantalla "monitor de salidas plc-1", ideal para la resolución de problemas.
18. MONITOR DE E/S DE PUNTO DE SEGURIDAD: Pulse para ver el estado de E/S del plc.
19. **opcional** COIL FEED CONTROL: Control de alimentación de bobinas a través de I-press hmi.
20. **opcional** ESTADO DEL TRANSPORTADOR DE SALIDA: Control del transportador de salida a través de I-press hmi.
21. HISTORIAL DE FALLAS: Presione para ir a la pantalla "historial de fallas".
22. DIAGNÓSTICO DE FALLAS: Presione para ir a la pantalla de "diagnóstico de fallas".
23. BIBLIOTECA DE FALLAS: Presione para ir a la biblioteca de fallas.
24. CAMBIO RÁPIDO DE TROQUEL: Presione para ir a la pantalla QDC donde puede controlar sus abrazaderas de troquel / elevador.
25. DESPLÁCESE HACIA LA DERECHA: Presione para ir a la pantalla del operador de nivel 2.
Levas Programables y Nombrables Mecánicas y Forja
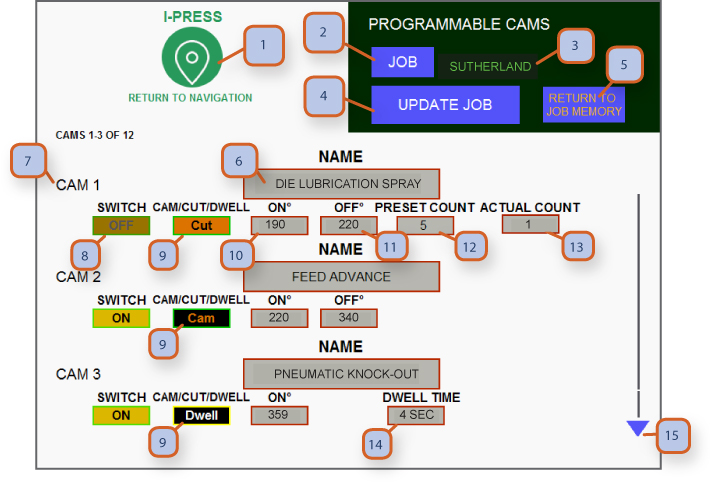
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. TRABAJO: presione para ir a la pantalla "memoria de trabajos". Has llegado.
3. NÚMERO DE TRABAJO: Muestra el trabajo alfanumérico actual de 10 dígitos seleccionado.
4. ACTUALIZAR TRABAJO: Después de haber configurado las levas más adecuadas para el trabajo, presione el botón Guardar trabajo de actualización y luego regrese a la pantalla de memoria del trabajo.
5. VOLVER A LA MEMORIA DEL TRABAJO: Presione la tecla de acceso rápido azul para volver a la pantalla de la memoria del trabajo. Una vez allí, puede pasar a la supervisión de la matriz, tonelaje y pantallas de contador para completar la configuración de su trabajo y guardar el trabajo. (Siga las instrucciones en la pantalla de memoria de trabajo en los pasos para configurar un nuevo trabajo)
6. NOMBRE DE LA LEVA: La leva 1 se fija al sistema del eyector de aire, las levas 2-12 se pueden nombrar según sea necesario cuando se conecta en sus líneas de automatización o alimentación.
7. NÚMERO DE LEVA: Muestra el número de leva.
8. INTERRUPTOR: Es un botón de alternancia para encender / apagar las levas.
9. CAM/CUT/DWELL: Cualquier leva puede ser seleccionada para ser ya sea cam, cortar o morar. En el modo de leva, puede seleccionar los ángulos de encendido y apagado para que la leva se dispare durante cada carrera. En el modo de corte, puede establecer los ángulos de encendido y apagado para que la leva se dispare, así como un intervalo de carrera con un valor preestablecido. En el modo de permanencia, puede establecer un tiempo de retardo para que la leva se dispare.
10. EN ÁNGULO: Presione aquí para ingresar el ángulo para que el dispositivo / señal se encime.
11. ÁNGULO APAGADO: Presione aquí para ingresar el ángulo para que el dispositivo / señal se desprenda.
12. RECUENTO PREESTABLECIDO: Presione aquí para establecer el número de intervalos de golpes para que la leva se dispare.
13. RECUENTO REAL: Este número aumentará con cada trazo hasta alcanzar el valor preestablecido (recuento preestablecido - #12). Una vez que el valor preestablecido ha alcanzado, la leva seleccionada se encenderá y la pantalla de recuento real se restablecerá a 0.
14. TIEMPO DE PERMANENCIA: Cuando la leva se establece en modo de permanencia (#9 = permanencia) presione aquí para establecer el tiempo de retardo en segundos para que esta cámara se encienda. Cam sólo se activará después de tiempo de permanencia cuenta atrás se ha completado. Sólo debe utilizarse en modo de trazo único.
Nota:
• Si necesita más cámaras, use la flecha de desplazamiento para acceder a la cámara 4-12.
• Ahora que ha configurado sus cámaras, presione guardar trabajo para regresar a la pantalla de memoria de trabajos.
• Su panel eléctrico principal / mep ha sido precableado con bloques de terminales con relés de 5 amperios para conectar su automatización. En la mayoría de los casos, estos se encuentran en la sección inferior de su mep, ubicados junto a otros bloques de terminales accesibles en campo para monitoreo de matrices, parada de emergencia, parada de ciclo y parada superior.
Levas Servohidráulicas programables y con nombre
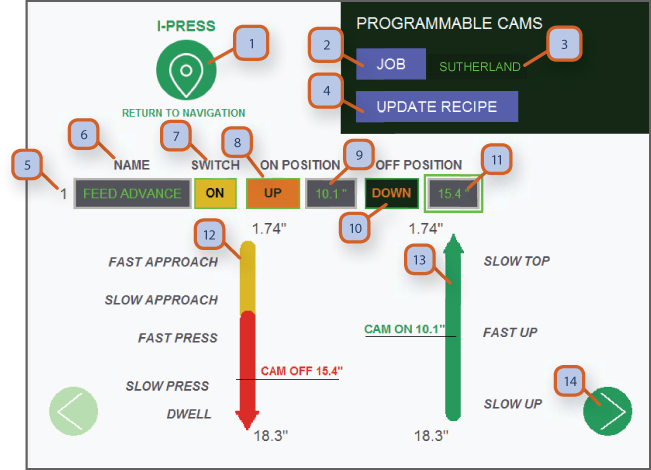
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. TRABAJO: presione para ir a la pantalla "memoria de trabajos". Has llegado.
3. NÚMERO DE TRABAJO: Muestra el trabajo alfanumérico actual de 10 dígitos seleccionado.
4. ACTUALIZAR RECETA: Después de haber configurado las levas más adecuadas para el trabajo, presione el botón de actualización de receta y luego regrese a la pantalla de memoria del trabajo.
5. CAM NUMBER: Muestra el número de circuito de la leva.
6. CAM NAME: Muestra el nombre de la cámara actual.
7. INTERRUPTOR: Es un botón de alternancia para encender / apagar las cámaras.
8. POSICIÓN ARRIBA / ABAJO EN: Alterne entre arriba o abajo para cambiar la parte de la carrera en la que se encenderá la leva.
9. POSICIÓN DE ENCENDIDO: Posición para que la leva se encienda en pulgadas desde tdc.
10. POSICIÓN DE APAGADO ARRIBA / ABAJO: Puede ingresar la posición en la que desea que se encienda el dispositivo / señal.
11. POSICIÓN DE APAGADO: Posición para que la leva se apague en pulgadas desde tdc (longitud total de carrera hasta este punto).
12. PARTE ABAJO DE LA CARRERA: Esta línea amarilla-roja representa la parte "abajo" de la carrera. Ajuste la posición de encendido / apagado de la leva deslizando el dedo a la posición deseada.
13. PARTE ARRIBA DEL TRAZO: Esta línea verde representa la parte "arriba" del trazo. Ajuste la posición de encendido / apagado de la leva deslizando el dedo. A la posición deseada.
14. SCROLL: Presione para desplazarse a la siguiente leva
Monitores de matrices Programables y con nombre Mecánico y forja
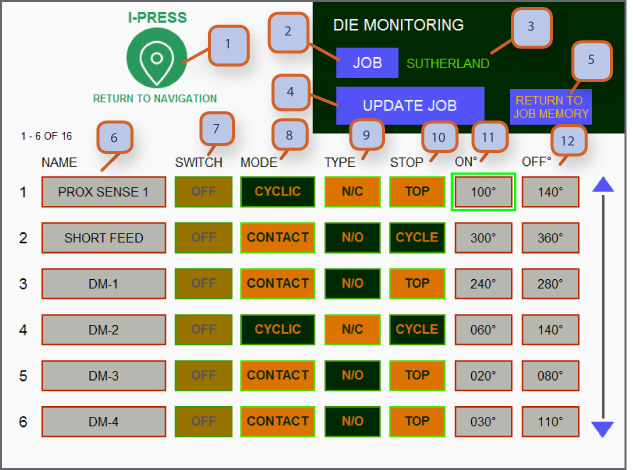
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. TRABAJO: presione para ir a la pantalla "memoria de trabajos". Has llegado.
3. NÚMERO DE TRABAJO: Muestra el trabajo alfanumérico actual de 10 dígitos seleccionado.
4. ACTUALIZAR TRABAJO: Después de haber configurado el dm 1 a 16 más adecuado para el trabajo, y luego presione volver a la pantalla de memoria del trabajo.
5. VOLVER A LA MEMORIA DEL TRABAJO: Presione la tecla de acceso rápido azul para volver a la pantalla de la memoria del trabajo. Una vez allí, puede pasar a las levas, tonelaje y pantalla de contador para completar su configuración de trabajo y guardarlo. (Siga las instrucciones en la pantalla de memoria de trabajo sobre los pasos para configurar un nuevo trabajo)
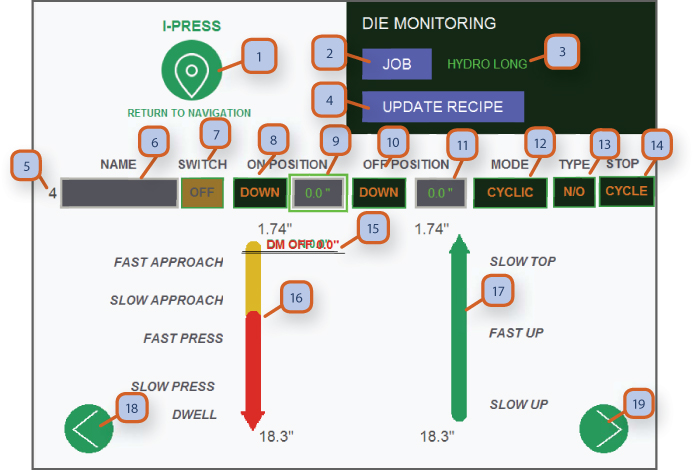
6. NOMBRE DEL CIRCUITO DE MONITOREO DE TROQUELES: Los monitores de troqueles 1 a 16 se pueden nombrar según sea necesario cuando conecte los sensores del monitor de matriz.
7. INTERRUPTOR: Es un botón de alternancia para encender / apagar los monitores de troquel.
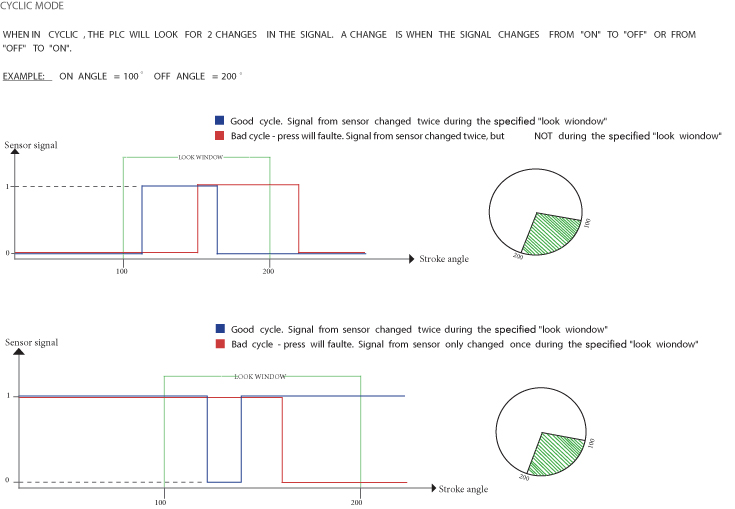
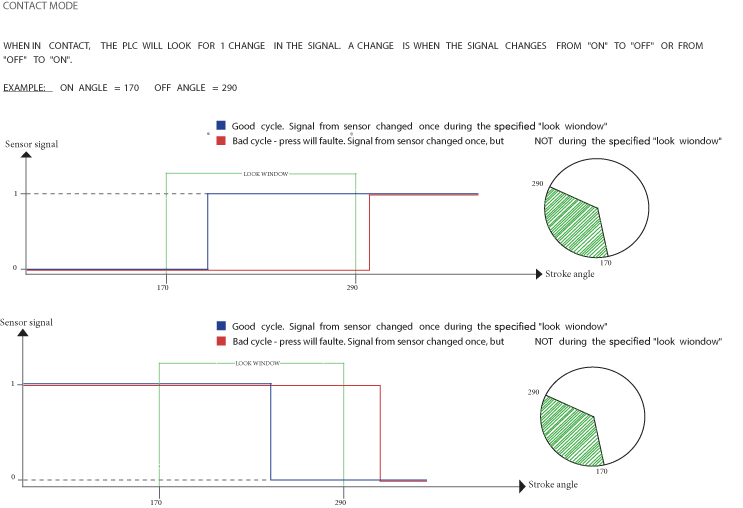
8. MODO: Permite alternar entre contacto o cíclico dependiendo del tipo de sensor en uso. Cuando está en modo cíclico, el sensor buscará dos cambios de estado (de encendido a apagado y luego de apagado a encendido) durante la parte de carrera especificada por los ángulos de encendido / apagado. Si no se detectan dos cambios de estado, la prensa fallará. Cuando esté en modo de contacto, el sensor buscará un cambio de estado durante la parte de carrera especificada por los ángulos de encendido/apagado. Si no se detecta ningún cambio de estado o más de un cambio de estado, la prensa fallará. Consulte las páginas 27 y 28 para obtener una explicación más detallada.
9. TIPO: Le permite alternar entre n/c circuitos normalmente cerrados o n/o normalmente abiertos dependiendo del tipo de sensor en uso.
10. STOP: Le permite alternar entre top stop y cycle stop. La parada de ciclo es como la parada electrónica, pero deja todos los motores en condiciones de funcionamiento.
11. ÁNGULO DE ENCENDIDO: Puede ingresar el ángulo que desea que el dispositivo / señal se encienda.
Nota:
• Ahora que ha configurado la supervisión de su matriz, presione guardar trabajo para regresar a la pantalla de memoria de trabajos.
• Su panel eléctrico principal / mep ha sido precableado con 16 bloques de terminales para monitoreo de matrices. En la mayoría de los casos, estos se encuentran en la sección inferior de su mep, ubicados junto a otros bloques de terminales accesibles en el campo para levas programables, parada de emergencia, parada de ciclo y parada superior.
Monitores de matrices Servohidráulicos programables y con nombre
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. TRABAJO: presione para ir a la pantalla "memoria de trabajos". Has llegado.
3. NÚMERO DE TRABAJO: Muestra el trabajo alfanumérico actual de 10 dígitos seleccionado. -
4. ACTUALIZAR RECETA: Después de haber configurado el dm 1 en 16 más adecuado para el trabajo, y luego presione regresar a la pantalla de memoria del trabajo.
5. NÚMERO DE CIRCUITO DE MONITOREO DE MUESTRAS: Muestra el número de circuitos de protección / supervisión de matrices que se muestran actualmente.
6. NOMBRE: Los monitores de matrices 1 a 16 se pueden nombrar según sea necesario cuando se conectan los sensores del monitor de matrices.
7. INTERRUPTOR: Es un botón de alternancia para encender / apagar los monitores de dado.
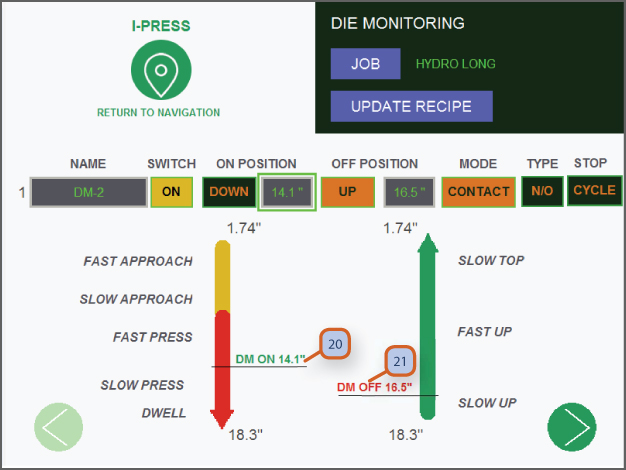
8. ABAJO / ARRIBA EN POSICIÓN: Alterne entre arriba o abajo para cambiar la parte de la carrera en la que el troquel es profesional. Se encenderá.
9. EN POSICIÓN: Posición para el troquel profesional. Para encender en pulgadas de tdc.
10. ABAJO / ARRIBA EN POSICIÓN: Alterne entre arriba o abajo para cambiar la parte de la carrera en la que el troquel es profesional. Se apagará.
11. POSICIÓN APAGADO: posición para el die pro. Para encender en pulgadas desde tdc (longitud total de carrera hasta este punto).
12. MODO: le permite alternar entre contacto o cíclico según el tipo de sensor en uso.
13. TIPO: Le permite alternar entre circuitos n / c (normalmente cerrados) o n / o (normalmente abiertos) según el tipo de sensor en uso.
14. DETENER: Le permite alternar entre parada superior y parada de ciclo. La parada del ciclo es como la parada de emergencia, pero deja todos los motores en funcionamiento.
15. DESLIZADORES DE POSICIÓN DE ENCENDIDO / APAGADO: Aquí es donde aparecerán los controles deslizantes de posición de encendido y apagado al programar un nuevo die pro. circuito. Desliza cada uno a la ubicación deseada. Consulte la pantalla 8.2 # 20 y # 21 para ver otra vista.
16. PARTE ABAJO DE LA CARRERA: Esta línea amarilla-roja representa la parte "abajo" de la carrera. Ajuste la posición de encendido / apagado de la leva deslizando el dedo hasta la posición deseada.
17. PARTE ARRIBA DEL TRAZO: Esta línea verde representa la parte "arriba" del trazo. Ajuste la posición de encendido / apagado de la leva deslizando el dedo hasta la posición deseada.
18. DESPLAZAR A LA IZQUIERDA: Desplazarse hacia la izquierda.
19. DESPLAZARSE A LA DERECHA: Desplazarse hacia la derecha.
Nota:
• Ahora que ha configurado su monitoreo de troquel, presione actualizar receta para regresar a la pantalla de memoria de trabajo.
• Su panel eléctrico principal / mep ha sido precableado con 16 bloques de terminales para monitoreo de matrices. En la mayoría de los casos, estos se encuentran en la sección inferior de su mep, ubicados junto a otros bloques de terminales accesibles en el campo para levas programables, parada de emergencia, parada de ciclo y parada superior.
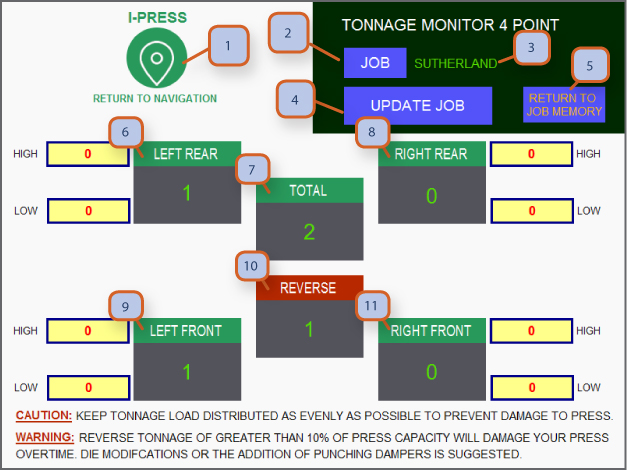
Monitor de tonelaje mecánico
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. TRABAJO: presione para ir a la pantalla "memoria de trabajos".
3. NÚMERO DE TRABAJO: Muestra el trabajo alfanumérico actual de 10 dígitos seleccionado.
4. ACTUALIZAR TRABAJO: Después de haber configurado las alarmas de alto y bajo tonelaje más adecuadas para el trabajo, presione el botón de trabajo.
5. VOLVER A LA MEMORIA DEL TRABAJO: Presione la tecla de acceso rápido azul para volver a la pantalla de la memoria del trabajo. Una vez allí, puede pasar a las levas, monitores de troqueles y pantalla de contador para completar su configuración de trabajo y hacer el guardado final. (Siga las instrucciones en la pantalla de memoria de trabajo en los pasos para configurar un nuevo trabajo)
6. TRASERA IZQUIERDA: Muestra la carga de tonelaje del eslabón de tensión montado en el bastidor trasero izquierdo.
7. TOTAL: Muestra el tonelaje total hacia adelante de cada carrera.
8. PARTE TRASERA DERECHA: Muestra la carga de tonelaje del eslabón de tensión montado en el marco trasero derecho.
9. FRENTE IZQUIERDO: Muestra la carga de tonelaje del enlace de deformación montado en el marco delantero izquierdo.
10. REVERSE: Muestra el tonelaje inverso. (recomendamos no exceder más del 10% de capacidad de prensa en tonelaje inverso)
PRECAUCIÓN: Mantenga la carga de tonelaje distribuida lo más uniformemente posible para evitar daños en la prensa.
ADVERTENCIA: El tonelaje inverso superior al 10% de la capacidad de la prensa dañará su prensa con el tiempo. Se recomiendan modificaciones de matriz o la adición de amortiguadores de perforación.
Nota:
• La descripción se aplica a los monitores de tonelaje de 2 y 4 puntos.
• Los límites de tonelaje alto y bajo se pueden personalizar para cada trabajo en la pantalla de tonelaje accesible desde la pantalla de ejecución principal o la pantalla de navegación de nivel 1 del operador. Si el tonelaje desciende por debajo o por encima de los niveles alto y bajo, la presión se detendrá y se mostrará la falla en la pantalla de ejecución principal.
• Nivele su carga. Es mejor evitar las cargas descentradas, ya que esto puede causar un desgaste desigual en la guía de deslizamiento de la prensa y los componentes de transmisión.
Monitor de tonelaje / ajuste de presión servohidráulico
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
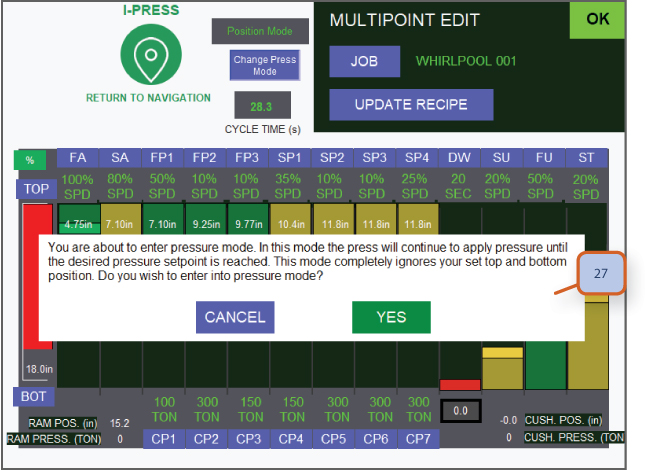
2. CAMBIAR MODO DE PRESIÓN: alternar entre presión y posición. El modo de presión se asegurará de que su presión alcance el valor deseado, y el modo de posición se asegurará de que se alcance su marcador de posición independientemente del tonelaje.
3. TRABAJO: presione para ir a la pantalla "memoria de trabajos". Has llegado.
4. NÚMERO DE TRABAJO: Muestra el trabajo alfanumérico actual de 10 dígitos seleccionado.
5. OK MONITOR: La pantalla verde muestra que todos los sistemas están funcionando y no hay fallas presentes.
6. ACTUALIZAR RECETA: Después de haber configurado el dm 1 en 16 más adecuado para el trabajo, y luego presione regresar a la pantalla de memoria del trabajo.
7. TIEMPO DE CICLO: Muestra el tiempo total del ciclo en segundos.
8. TOGGLE% / IPM: este botón alterna entre '%' e "Ipm". Esto cambiará la forma en que se muestra la velocidad de cada parte del trazo (# 16). '%' = porcentaje de la velocidad máxima; la velocidad máxima es diferente para cada parte del ciclo; cambie a ipm para obtener más precisión o consulte las especificaciones de la máquina. Ipm = pulgada por minuto.
9. FA: La aproximación rápida se utiliza para mover el ariete a máxima velocidad desde tdc hacia bdc antes de golpear el material.
10. SA: Aproximación lenta: una vez cerca del material, utilice la aproximación lenta durante los últimos centímetros de la aproximación antes de tocar el material.
11. FP1: La presión rápida 1 es para cuando el ariete entra en contacto con el material. La velocidad de la prensa se puede cambiar al valor deseado.
12. SP1: La presión lenta 1 se utiliza para la última parte de la carrera hacia abajo para una parada más precisa y suave.
13. DW: El tiempo de permanencia se utiliza cuando se necesita un período de permanencia en la parte inferior del trazo.
14. SU: La desaceleración se utiliza para el movimiento lento inicial hacia arriba después de que se ha presionado el material.
15. FU: Fast up se usa para alcanzar tdc a alta velocidad para minimizar el tiempo de ciclo.
16. ST: Slow top se usa para la última parte del trazo justo antes de tdc.
17. PANTALLA DE VELOCIDAD: Aquí es donde se muestra la velocidad de cada parte de la carrera.
18. TOP: Presione aquí para programar su punto de ajuste superior. Después de presionar, puede establecer la posición actual o ingresando una distancia en pulgadas de tdc. La barra de posición roja se mueve según la posición del ariete.
19. INFERIOR: Presione aquí para programar su punto de ajuste inferior. Después de presionar, puede establecer la posición actual o ingresando una Distancia en pulgadas desde tdc. La barra de posición roja se mueve según la posición del ariete.
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. TRABAJO: presione para ir a la pantalla "memoria de trabajos".
3. NÚMERO DE TRABAJO: Muestra el trabajo alfanumérico actual de 10 dígitos seleccionado.
5. OK MONITOR: La pantalla verde muestra que todos los sistemas están funcionando y no hay fallas presentes.
6. ACTUALIZAR RECETA: Después de haber configurado el dm 1 en 16 más adecuado para el trabajo, y luego presione regresar a la pantalla de memoria del trabajo.
7. TIEMPO DE CICLO: Muestra el tiempo total del ciclo en segundos.
8. TOGGLE% / IPM: este botón alterna entre '%' e "Ipm". Esto cambiará la forma en que se muestra la velocidad de cada parte del trazo. '%' = porcentaje de la velocidad máxima - la velocidad máxima es diferente para cada parte del ciclo - cambie a ipm para una mejor precisión o consulte las especificaciones de la máquina. Ipm = pulgada por minuto. Consulte la pantalla 9.2- # 23 y # 24 para obtener más detalles.
9. FA: La aproximación rápida se utiliza para mover el ariete a máxima velocidad desde tdc hacia BDC antes de golpear el material.
10. SA: Aproximación lenta: una vez cerca del material, utilice la aproximación lenta durante los últimos centímetros de la aproximación antes de tocar el material.
11. FP1: Pulsación rápida 1 - es cuando el ariete entra en contacto con el material. La velocidad de la prensa se puede cambiar al valor deseado.
12. FP2: Pulsación rápida 2: utilice este ciclo si desea pulsar a una velocidad diferente a la de fp1.
13. FP3: Pulsación rápida 3: utilice este ciclo si desea pulsar a una velocidad diferente a la de fp2.
14. SP1: La presión lenta 1- se utiliza para la última parte de la carrera hacia abajo para una parada más precisa y suave.
15. SP2: Presión lenta 2: use este ciclo si desea presionar lentamente a una velocidad diferente a la de sp1.
16. SP3: Presione lento 3 - use este ciclo si desea presionar lentamente a una velocidad diferente a sp2
17. SP4: Presione lentamente 4 - use este ciclo si desea presionar lentamente a una velocidad diferente a la de sp3
18. DW: El tiempo de permanencia se utiliza cuando se necesita un período de permanencia en la parte inferior del trazo.
19. SU: La desaceleración se utiliza para el movimiento lento inicial hacia arriba después de que se ha presionado el material.
20. FU: Fast up se usa para alcanzar tdc a alta velocidad para minimizar el tiempo de ciclo.
21. ST: Slow top se usa para la última parte del trazo justo antes de tdc.
22. TOP: Presione aquí para programar su punto de ajuste superior. Después de presionar, puede establecer la posición actual o ingresando una distancia en pulgadas desde tdc. La barra de posición roja se mueve según la posición del ariete.
23. INFERIOR: Presione aquí para programar su punto de ajuste inferior. Después de presionar, puede establecer la posición actual o ingresando una distancia en pulgadas desde tdc. La barra de posición roja se mueve según la posición del ariete.
24. LONGITUD DE LA CARRERA INDIVIDUAL: Este número indica cuántas pulgadas de tdc hay en cada parte de la carrera.
25. IPM \ PULGADA POR MINUTO: Cuando se muestra IPM, la velocidad de cada parte del trazo se mostrará en IPM.
26. PANTALLA DE VELOCIDAD: Aquí es donde se muestra la velocidad para cada parte de la carrera.
27. PRESS MODE CHANGE POP UP: Este mensaje es un paso de seguridad que el operador debe tomar para cambiar el modo de la prensa.
Memoria de trabajos / Configuraciones más rápidas Mecánica
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. TRABAJO: presione para ir a la pantalla "memoria de trabajos".
3. NÚMERO DE TRABAJO: Muestra el trabajo alfanumérico actual de 10 dígitos seleccionado.
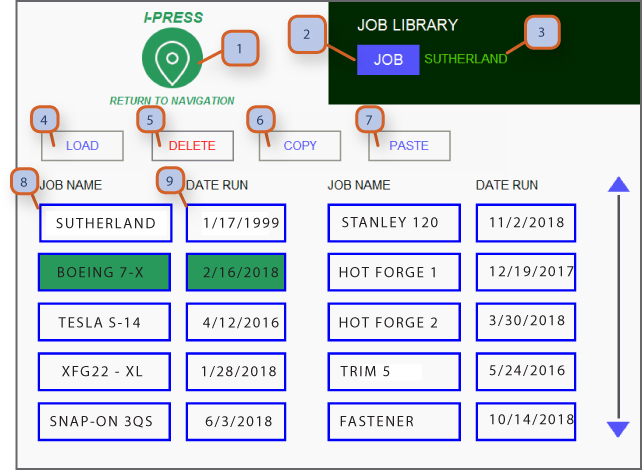
4. CARGAR: Después de seleccionar el trabajo deseado, presione aquí para cargar el trabajo en la prensa. Esto cambiará las levas, los circuitos de monitoreo de matrices, SPM y todos los demás parámetros relacionados con el trabajo.
5. BORRAR: Después de seleccionar el trabajo deseado, presione aquí para eliminar un trabajo.
6. COPIAR: Después de seleccionar el trabajo deseado, presione aquí para copiar un trabajo. Esto es muy útil si solo desea realizar pequeños cambios en un trabajo existente.
7. PEGAR: Después de copiar un trabajo, presione aquí para pegarlo en un nuevo lugar en la biblioteca de trabajos.
8. NOMBRE DEL TRABAJO: Visualización de todos los nombres de los trabajos guardados.
9. FECHA DE EJECUCIÓN: muestra la última fecha en que se ejecutó el trabajo.
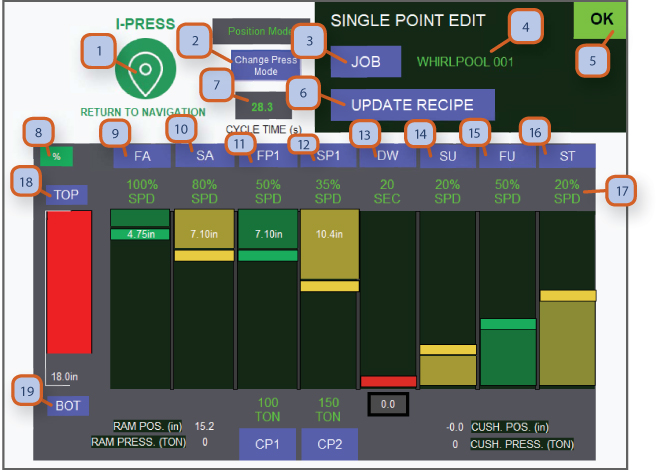
Memoria de trabajos / Edición de un solo punto Servohidráulico
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. CAMBIAR MODO DE PASO: alternar entre presión y posición. El modo de presión se asegurará de que su presión alcance el valor deseado, y el modo de posición se asegurará de que se alcance su marcador de posición independientemente del tonelaje.
3. TRABAJO: presione para ir a la pantalla "memoria de trabajos". Has llegado.
4. NÚMERO DE TRABAJO: Muestra el trabajo alfanumérico actual de 10 dígitos seleccionado. -
5. OK MONITOR: La pantalla verde muestra que todos los sistemas están funcionando y no hay fallas presentes.
6. ACTUALIZAR RECETA: Después de haber configurado el dm 1 en 16 más adecuado para el trabajo, y luego presione regresar a la pantalla de memoria del trabajo.
7. TIEMPO DE CICLO: Muestra el tiempo total del ciclo en segundos.
8. TOGGLE% / IPM: este botón alterna entre '%' e " IPM ". Esto cambiará la forma en que se muestra la velocidad de cada parte del trazo (# 16). '%' = porcentaje de la velocidad máxima; la velocidad máxima es diferente para cada parte del ciclo; cambie a IPM para obtener más precisión o consulte las especificaciones de la máquina. IPM = pulgada por minuto.
9. FA: La aproximación rápida se utiliza para mover el ariete a máxima velocidad desde tdc hacia BDC antes de golpear el material.
10. SA: Aproximación lenta: una vez cerca del material, utilice la aproximación lenta durante los últimos centímetros de la aproximación antes de tocar el material.
11. FP1: La presión rápida 1 es para cuando el ariete entra en contacto con el material. La velocidad de la prensa se puede cambiar al valor deseado.
12. SP1: La presión lenta 1 se utiliza para la última parte de la carrera hacia abajo para una parada más precisa y suave.
13. DW: El tiempo de permanencia se utiliza cuando se necesita un período de permanencia en la parte inferior del trazo.
14. SU: La desaceleración se utiliza para el movimiento lento inicial hacia arriba después de que se ha presionado el material.
15. FU: Fast up se usa para alcanzar tdc a alta velocidad para minimizar el tiempo de ciclo.
16. ST: Slow top se usa para la última parte del trazo justo antes de tdc.
17. PANTALLA DE VELOCIDAD: Aquí es donde se muestra la velocidad de cada parte de la carrera.
18. TOP: Presione aquí para programar su punto de ajuste superior. Después de presionar, puede establecer la posición actual o ingresando una distancia en pulgadas de tdc. La barra de posición roja se mueve según la posición del ariete.
19. INFERIOR: Presione aquí para programar su punto de ajuste inferior. Después de presionar, puede establecer la posición actual o ingresando una Distancia en pulgadas desde tdc. La barra de posición roja se mueve según la posición del ariete.
Monitor de rendimiento / Servo hidráulico de edición de un solo punto
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. TRABAJO: presione para ir a la pantalla "memoria de trabajos".
3. NÚMERO DE TRABAJO: Muestra el trabajo alfanumérico actual de 10 dígitos seleccionado.
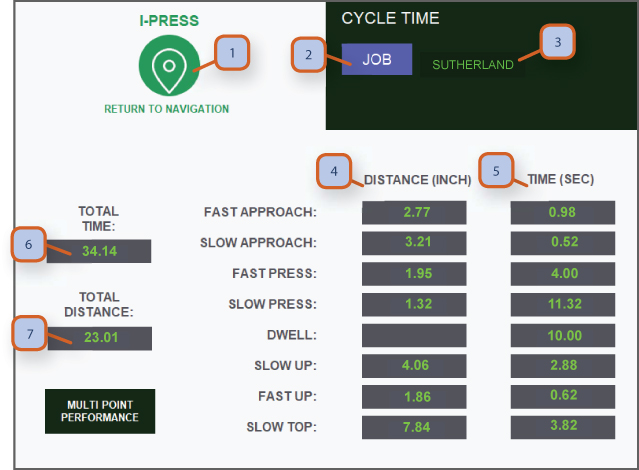
4. DISTANCIA: muestra la distancia en pulgadas de cada parte del trazo.
5. TIEMPO: Muestra el tiempo en segundos de cada parte del trazo.
6. TIEMPO TOTAL: Muestra el tiempo total del ciclo en segundos.
7. DISTANCIA TOTAL: Muestra la longitud total de la carrera en pulgadas.
ESTA PÁGINA ES EXCELENTE PARA LA OPTIMIZACIÓN DEL TIEMPO DE CICLO. PERMITE VER CADA SECCIÓN DE MOVIMIENTO DEL CICLO "EN VIVO" Y CAMBIAR LOS VALORES PARA ALCANZAR LA POTENCIA MÁXIMA.
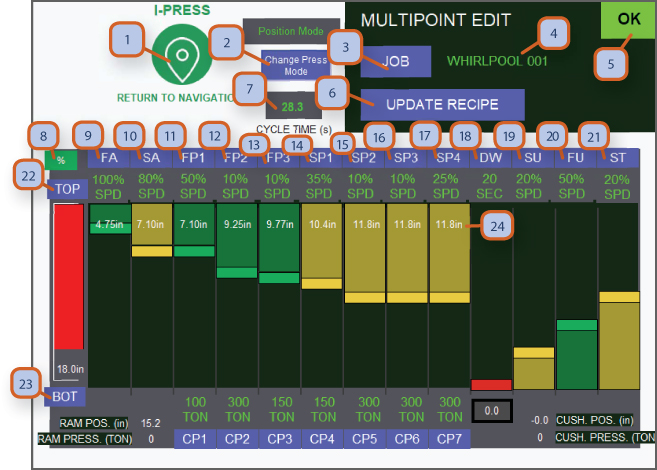
Memoria de trabajos / Edición multipunto Servohidráulica
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. TRABAJO: presione para ir a la pantalla "memoria de trabajos".
3. NÚMERO DE TRABAJO: Muestra el trabajo alfanumérico actual de 10 dígitos seleccionado.
5. OK MONITOR: La pantalla verde muestra que todos los sistemas están funcionando y no hay fallas presentes.
6. ACTUALIZAR RECETA: Después de haber configurado el dm 1 en 16 más adecuado para el trabajo, y luego presione regresar a la pantalla de memoria del trabajo.
7. TIEMPO DE CICLO: Muestra el tiempo total del ciclo en segundos.
8. TOGGLE% / IPM: este botón alterna entre '%' e "Ipm". Esto cambiará la forma en que se muestra la velocidad de cada parte del trazo. '%' = porcentaje de la velocidad máxima - la velocidad máxima es diferente para cada parte del ciclo - cambie a ipm para una mejor precisión o consulte las especificaciones de la máquina. Ipm = pulgada por minuto. Consulte la pantalla 9.2- # 23 y # 24 para obtener más detalles.
9. FA: La aproximación rápida se utiliza para mover el ariete a máxima velocidad desde tdc hacia BDC antes de golpear el material.
10. SA: Aproximación lenta: una vez cerca del material, utilice la aproximación lenta durante los últimos centímetros de la aproximación antes de tocar el material.
11. FP1: Pulsación rápida 1 - es cuando el ariete entra en contacto con el material. La velocidad de la prensa se puede cambiar al valor deseado.
12. FP2: Pulsación rápida 2: utilice este ciclo si desea pulsar a una velocidad diferente a la de fp1.
13. FP3: Pulsación rápida 3: utilice este ciclo si desea pulsar a una velocidad diferente a la de fp2.
14. SP1: La presión lenta 1- se utiliza para la última parte de la carrera hacia abajo para una parada más precisa y suave.
15. SP2: Presión lenta 2: use este ciclo si desea presionar lentamente a una velocidad diferente a la de sp1.
16. SP3: Presione lento 3 - use este ciclo si desea presionar lentamente a una velocidad diferente a sp2
17. SP4: Presione lentamente 4 - use este ciclo si desea presionar lentamente a una velocidad diferente a la de sp3
18. DW: El tiempo de permanencia se utiliza cuando se necesita un período de permanencia en la parte inferior del trazo.
19. SU: La desaceleración se utiliza para el movimiento lento inicial hacia arriba después de que se ha presionado el material.
20. FU: Fast up se usa para alcanzar tdc a alta velocidad para minimizar el tiempo de ciclo.
21. ST: Slow top se usa para la última parte del trazo justo antes de tdc.
22. TOP: Presione aquí para programar su punto de ajuste superior. Después de presionar, puede establecer la posición actual o ingresando una distancia en pulgadas desde tdc. La barra de posición roja se mueve según la posición del ariete.
23. INFERIOR: Presione aquí para programar su punto de ajuste inferior. Después de presionar, puede establecer la posición actual o ingresando una distancia en pulgadas desde tdc. La barra de posición roja se mueve según la posición del ariete.
24. LONGITUD DE LA CARRERA INDIVIDUAL: Este número indica cuántas pulgadas de tdc hay en cada parte de la carrera.
25. IPM \ PULGADA POR MINUTO: Cuando se muestra IPM, la velocidad de cada parte del trazo se mostrará en IPM.
26. PANTALLA DE VELOCIDAD: Aquí es donde se muestra la velocidad para cada parte de la carrera.
27. PRESS MODE CHANGE POP UP: Este mensaje es un paso de seguridad que el operador debe tomar para cambiar el modo de la prensa.
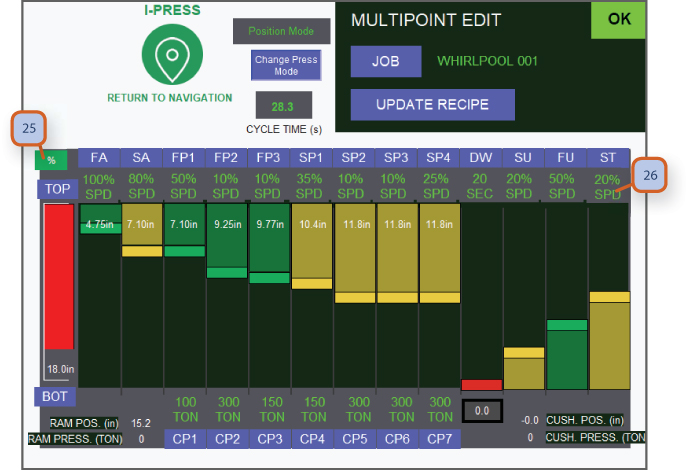
Monitor de rendimiento / Servohidráulico de edición multipunto
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. TRABAJO: presione para ir a la pantalla "memoria de trabajos".
3. NÚMERO DE TRABAJO: Muestra el trabajo alfanumérico actual de 10 dígitos seleccionado.
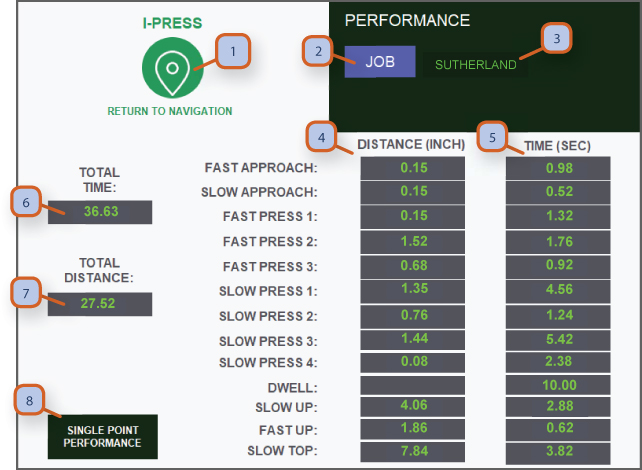
4. DISTANCIA: muestra la distancia en pulgadas de cada parte del trazo.
5. TIEMPO: Muestra el tiempo en segundos de cada parte del trazo.
6. TIEMPO TOTAL: Muestra el tiempo total del ciclo en segundos.
7. DISTANCIA TOTAL: Muestra la longitud total de la carrera en pulgadas.
8. RENDIMIENTO DE UN PUNTO: Presione para ir a la página de rendimiento de un solo punto.
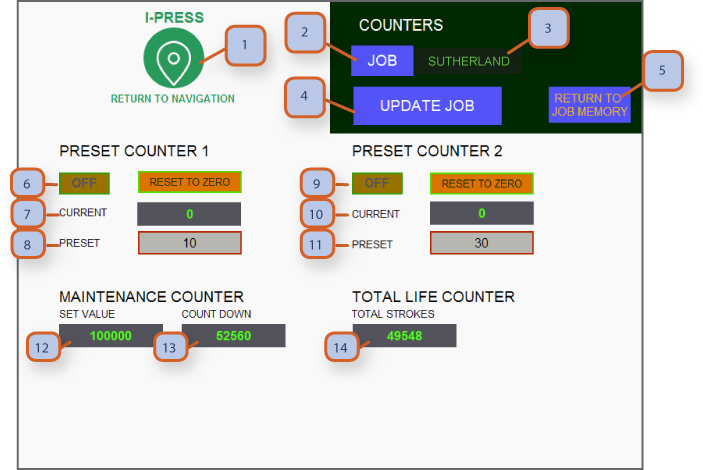
Contadores de piezas / Contadores de lotes
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. TRABAJO: Presione este botón para ir a la pantalla de "memoria de trabajo".
3. NÚMERO DE TRABAJO: Muestra el trabajo alfanumérico actual de 10 dígitos seleccionado.
4. ACTUALIZAR TRABAJO: Después de haber configurado los contadores más adecuados para el trabajo, presione el botón Guardar trabajo.
5. VOLVER A LA MEMORIA DEL TRABAJO: Presione la tecla de acceso rápido azul para volver a la pantalla de la memoria del trabajo. Una vez allí, puede pasar a las levas, tonelaje y pantalla de contador para completar su configuración de trabajo y hacer el ahorro final. (Siga las instrucciones en la pantalla de memoria de trabajo en los pasos para configurar un nuevo trabajo)
6. ON PRESET 1: Active / desactive o puede presionar "Restablecer a cero" para borrar los campos.
7. ACTUAL: Muestra el recuento actual en su camino hacia el valor preestablecido deseado.
8. PRESET: Le permite ingresar el valor deseado de las piezas que se ejecutarán antes de que la prensa se detenga al completar el lote.
9. ON PRESET 2: Active / desactive o puede presionar restablecer a cero para borrar campos.
10. ACTUAL: Muestra el recuento actual en su camino hacia el valor preestablecido deseado.
11. PRESET: Le permite ingresar el valor deseado de las piezas que se ejecutarán antes de que la prensa se detenga al completar el lote.
12. VÁLVULA DE CONJUNTO DE CONTADOR DE MANTENIMIENTO: Esto es establecido por un supervisor con contraseña de nivel 2 en la pantalla del contador de mantenimiento y vida útil.
13. CUENTA REGRESIVA DE MANTENIMIENTO: Esto muestra la cuenta regresiva que también se muestra en la pantalla principal de ejecución para que el operador tenga una cabeza hacia arriba antes de la parada de mantenimiento.
14. CONTADOR DE VIDA TOTAL: Esto muestra el recuento de vida total de la prensa.
Nota:
Cuando el recuento alcanza el 80% de su valor, la pantalla se volverá amarilla. Al 90% se volverá rojo. Esto es para que el operador pueda estar preparado para que la máquina se detenga.
Historial de fallas
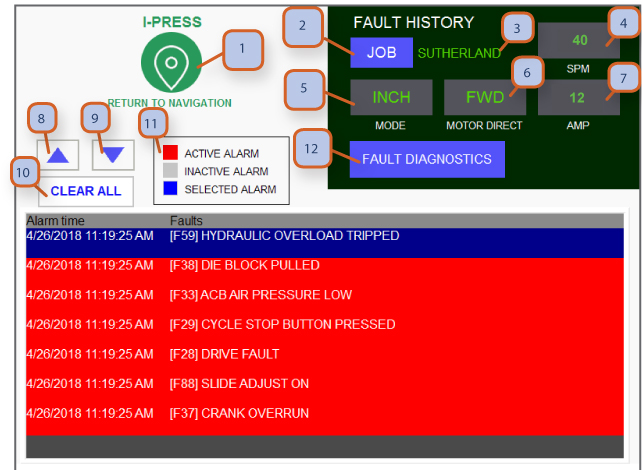
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. TRABAJO: presione para ir a la pantalla "memoria de trabajos".
3. NÚMERO DE TRABAJO: Muestra el trabajo alfanumérico actual de 10 dígitos seleccionado.
4. SPM: muestra la configuración actual de SPM / carrera por minuto.
5. MODO: Muestra la posición actual para el interruptor selector de modo de operación ubicado en el soporte en t.
6. DIRECCIÓN DEL MOTOR: muestra la dirección de la corriente del motor principal, la presión solo funcionará en pulgadas cuando esté en reversa.
7. AMP: muestra el consumo de amperes del motor principal.
8. DESPLAZARSE HACIA ARRIBA: Haga clic aquí para desplazarse hacia arriba.
9. DESPLAZARSE HACIA ABAJO: Haga clic aquí para desplazarse hacia abajo.
10. BORRAR TODO: Haga clic aquí para borrar todas las fallas. Las fallas no resueltas permanecerán.
11. LEYENDA: Esta leyenda es útil para que el operador comprenda los diferentes colores de las líneas de falla a continuación.
12. DIAGNÓSTICO DE FALLAS: Al presionar la tecla de acceso rápido azul, accederá a la página de diagnóstico de fallas, donde podrá encontrar una guía paso a paso para la solución de problemas.
Diagnóstico de fallas / Paso X Paso
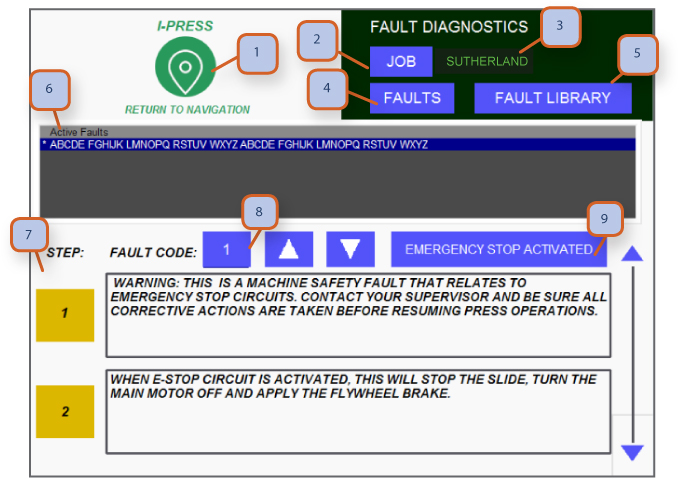
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. TRABAJO: presione para ir a la pantalla "memoria de trabajos".
3. NÚMERO DE TRABAJO: Muestra el trabajo alfanumérico actual de 10 dígitos seleccionado.
4. FALLAS: Presione esto para ir a la página del historial de fallas.
5. BIBLIOTECA DE FALLAS: presione esto para ir a la página de la biblioteca de fallas
6. FALLAS ACTIVAS: Lista de fallas activas (en la mayoría de los casos, al presionar el botón de reinicio en el soporte en t se borrará cada falla)
7. PASOS DE DIAGNÓSTICO: Sugerencias en secuencia para la resolución de problemas causa de fallas
8. CÓDIGO DE FALLO: Muestra el código de fallo del fallo seleccionado.
9. NOMBRE DE LA FALLA: Muestra el nombre de la falla seleccionada.
Nota:
• En la mayoría de los casos, puede borrar las fallas presionando el botón "reiniciar" en el soporte en T.
• Solo algunas fallas requieren contraseña de supervisor. (rebasamiento, reinicio de válvula doble, contador de mantenimiento y codificador de reinicio)
Más de 100 fallas monitoreadas
VER ASUNTO DE BIBLIOTECA DE FALLOS
Biblioteca de fallas / agrupación de fallas
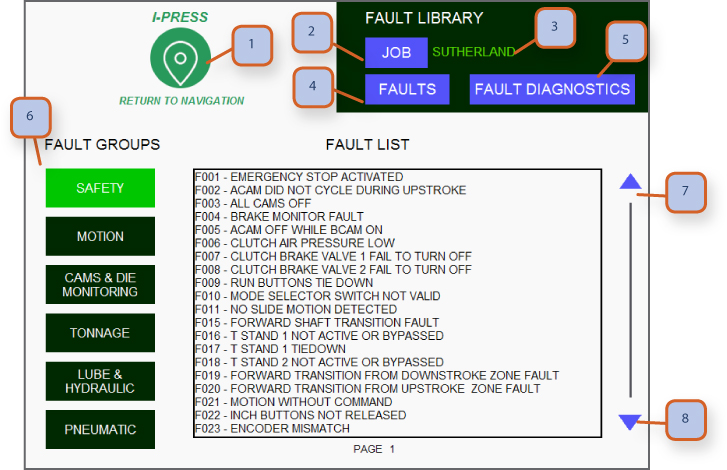
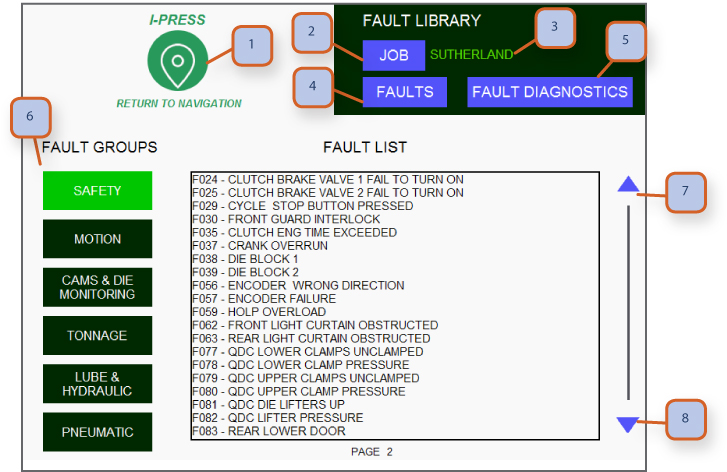
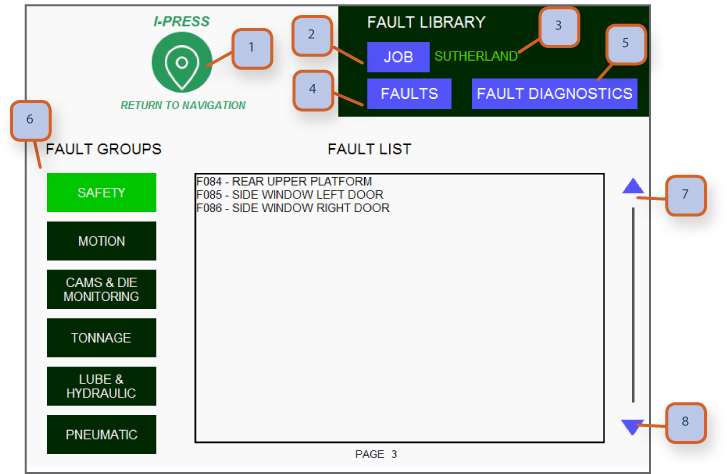
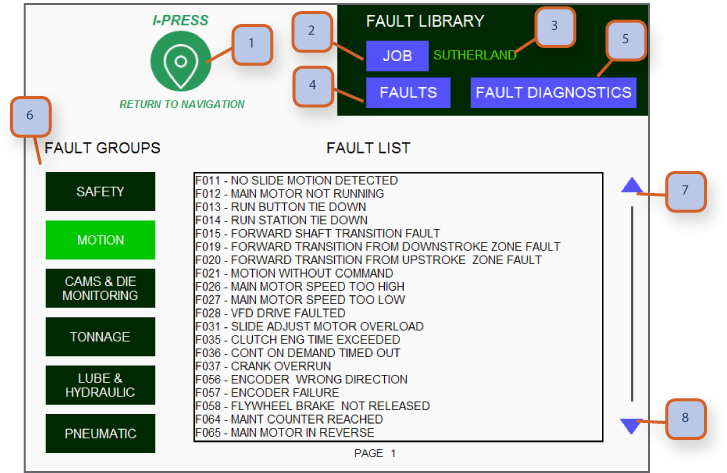
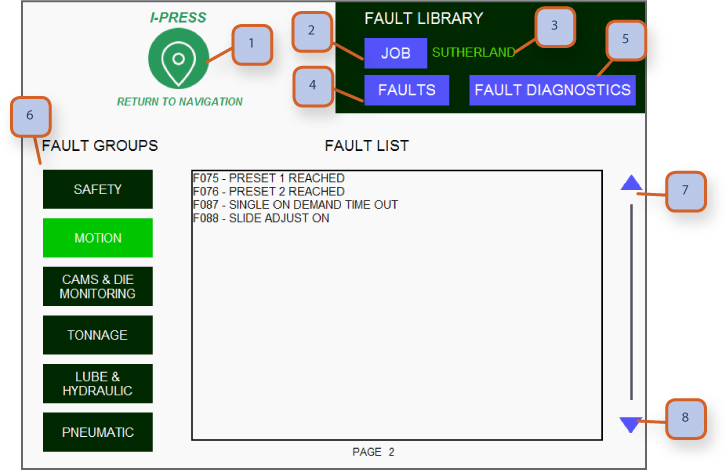
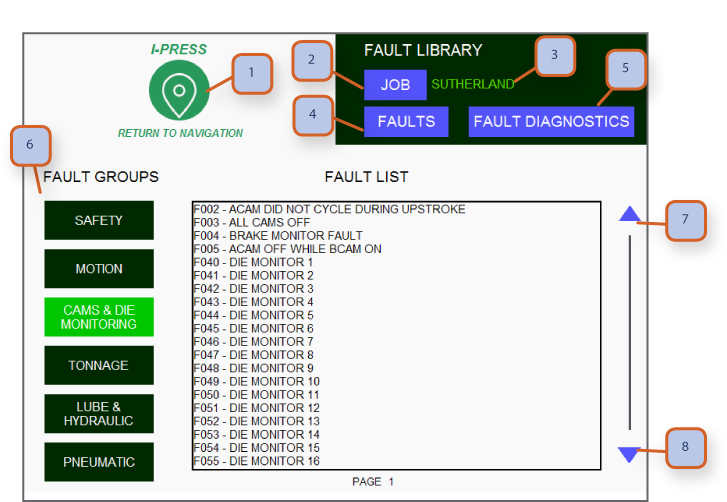
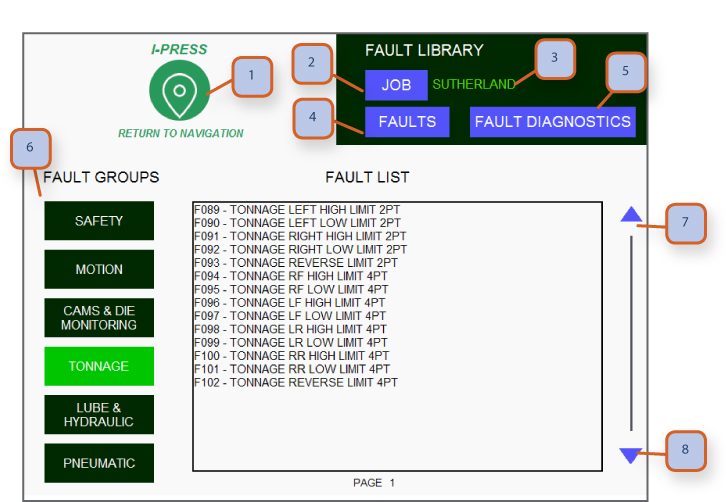
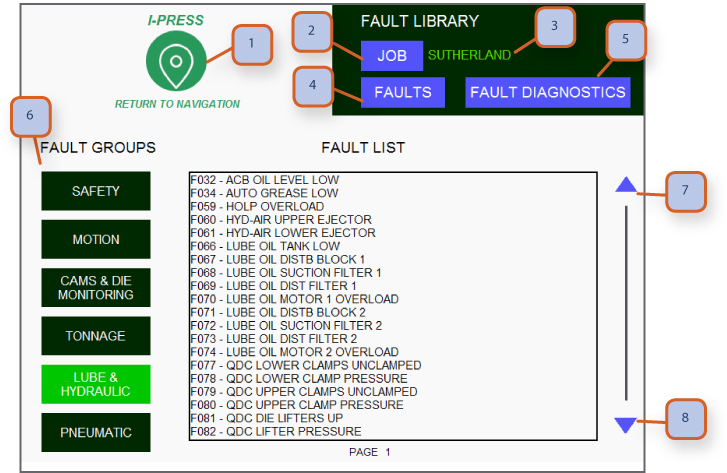
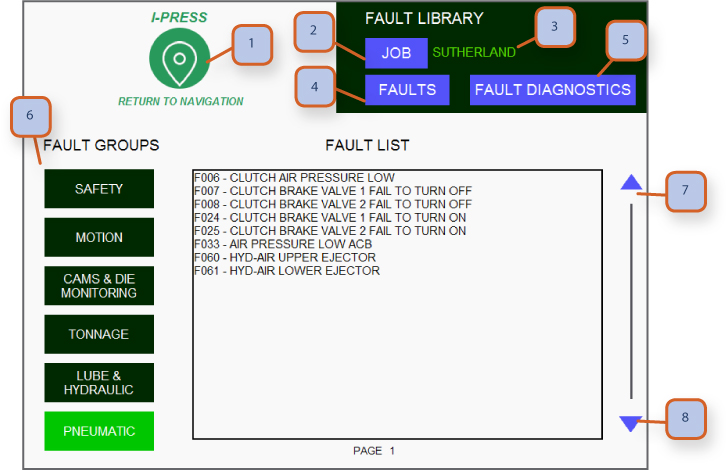
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. TRABAJO: presione para ir a la pantalla "memoria de trabajos".
3. NÚMERO DE TRABAJO: Muestra el trabajo alfanumérico actual de 10 dígitos seleccionado.
4. FALLAS: Presione aquí para ir a la página del historial de fallas.
5. DIAGNÓSTICO DE FALLAS: Presione para ir a la página de diagnóstico de fallas.
6. GRUPOS DE FALLAS: Presione cada uno de los nombres de los grupos para ver las fallas en este grupo.
7. DESPLAZARSE HACIA ARRIBA: Presione aquí para desplazarse hacia arriba.
8. DESPLAZARSE HACIA ABAJO: Presione aquí para desplazarse hacia abajo.
Elevadores de matrices QDC / Hydraulice
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. TRABAJO: presione para ir a la pantalla "memoria de trabajos".
3. NÚMERO DE TRABAJO: Muestra el trabajo alfanumérico actual de 10 dígitos seleccionado.
4. INDICADOR DE POSICIÓN: Muestra la posición actual de la corredera.
5. LEVANTAR: presione para levantar los elevadores de troqueles hidráulicos, con el fin de quitar / instalar las herramientas. ** solo se puede operar en tdc.
6. INFERIOR: presione para bajar los elevadores de troquel hidráulicos. ** solo se puede operar en tdc.
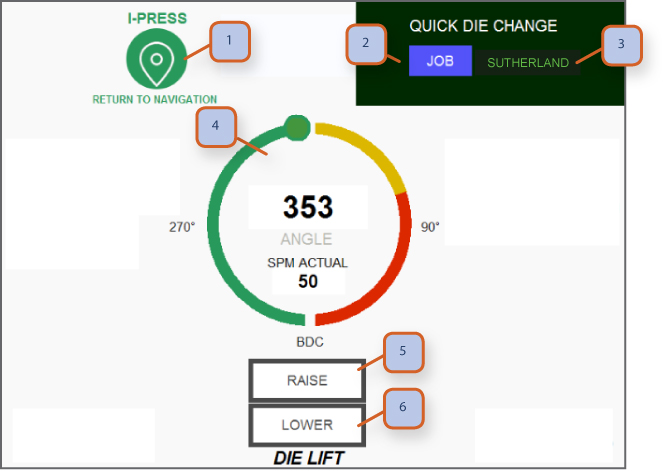
QDC / Cambio rápido de matriz
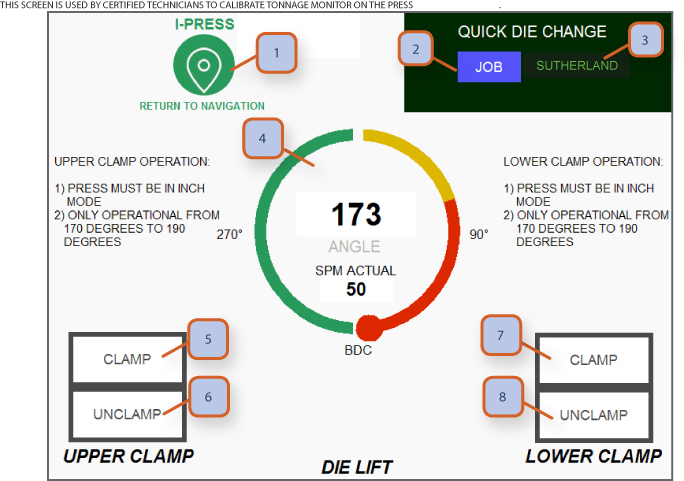
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. TRABAJO: presione para ir a la pantalla "memoria de trabajos".
3. NÚMERO DE TRABAJO: Muestra el trabajo alfanumérico actual de 10 dígitos seleccionado.
4. INDICADOR DE POSICIÓN: Muestra la posición actual de la corredera.
5. ABRAZADERA SUPERIOR - ABRAZADERA: Presione para activar las abrazaderas superiores. ** solo se puede presionar en bdc **
6. ABRAZADERA SUPERIOR - DESENRAZAR: Presione para desenergizar las abrazaderas superiores. ** solo se puede presionar en bdc **
7. ABRAZADERA INFERIOR - ABRAZADERA: Presione para activar las abrazaderas inferiores. ** solo se puede presionar en bdc **
8. ABRAZADERA INFERIOR - DESACTIVAR: Presione para desenergizar las abrazaderas inferiores. ** solo se puede presionar en bdc **
Tipo de grasa de lubricación
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. TRABAJO: presione para ir a la pantalla "memoria de trabajos".
3. NÚMERO DE TRABAJO: Muestra el trabajo alfanumérico actual de 10 dígitos seleccionado.
Nota: Cuando su máquina está configurada en la fábrica, se selecciona el tipo de sistema de lubricación, grasa o aceite de recirculación para que solo tenga acceso para ajustar el sistema de lubricación que se adapte a su prensa. Solo el sistema de lubricación activo se mostrará en la pantalla hmi.
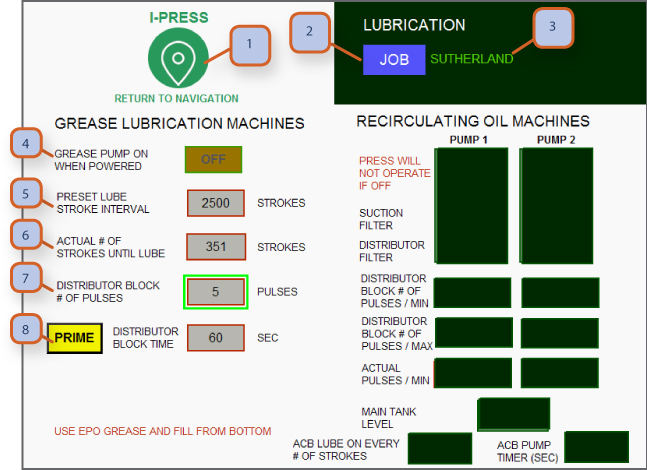
Sistema de lubricación con grasa
4. BOMBA DE GRASA: Presione esto para alternar entre encendido / apagado, cuando está encendido, cada vez que se enciende la prensa, la bomba de grasa hará un ciclo completo. Si las prensas se encienden / apagan mucho durante el día, debe estar en la posición de apagado. Con el sistema apagado, la bomba de grasa solo realizará un ciclo en un número determinado de carreras.
5. INTERVALO DE CARRERAS DE LUBRICACIÓN PREAJUSTADO: La bomba de lubricación se encenderá cada # de golpes, este es su punto de ajuste clave. Dependiendo de la velocidad, de una sola carrera o de los modos de funcionamiento continuo, es posible que necesite más o menos lubricante. Observe las bandejas de recolección de grasa y la grasa en el cigüeñal; si obtiene demasiada grasa, aumente el número de golpes entre los intervalos de lubricación. Un buen punto de partida son 3000 golpes.
6. NÚMERO REAL DE CARRERAS HASTA LUBRICAR: Cuenta regresiva de carreras hasta que se inicia la bomba de lubricación.
7. BLOQUE DEL DISTRIBUIDOR # DE PULSOS: El bloque del distribuidor tiene un pin de ciclo monitoreado electrónicamente. Si la bomba de grasa funciona con poca grasa, esto detectará la falta de flujo y mostrará poca grasa en la pantalla hmi.
8. CEBADO: Presione el botón amarillo de cebado para cebar manualmente el sistema de lubricación y la bomba de grasa funcionará durante el tiempo establecido en el número 7.
Tipo de aceite de recirculación de lubricación
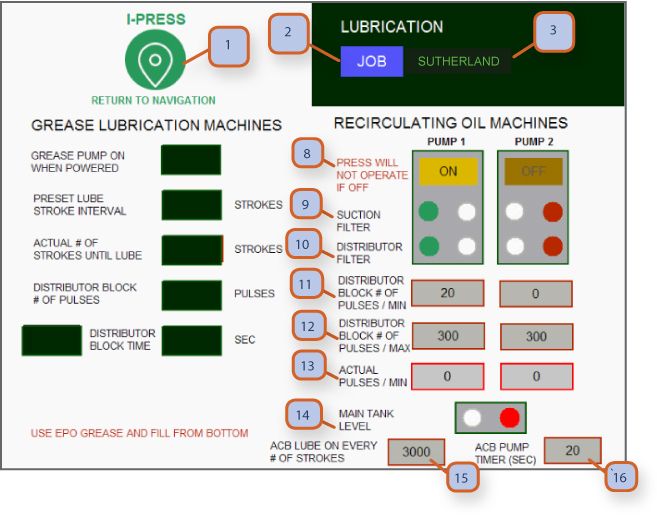
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. TRABAJO: presione para ir a la pantalla "memoria de trabajos".
3. NÚMERO DE TRABAJO: Muestra el trabajo alfanumérico actual de 10 dígitos seleccionado.
Nota: Cuando su máquina está configurada en la fábrica, se selecciona el tipo de sistema de lubricación, grasa o aceite de recirculación para que solo tenga acceso para ajustar el sistema de lubricación que se adapte a su prensa. Solo el sistema de lubricación activo se mostrará en la pantalla hmi. (Ambos sistemas de lubricación se muestran aquí solo como instrucciones)
Sistema de recirculación de aceite (para prensas laterales rectas más grandes)
8. BOMBA APAGADA / ENCENDIDA: Indica el estado actual de la bomba de aceite.
9. FILTRO DE SUCCIÓN: Se mostrará en verde cuando funcione correctamente y en rojo cuando el filtro esté enchufado y requiera limpieza.
10. FILTRO DEL DISTRIBUIDOR: Se mostrará en verde cuando funcione correctamente y en rojo cuando el filtro esté enchufado y requiera limpieza.
11. BLOQUE DEL DISTRIBUIDOR Nº DE IMPULSOS / MIN: Consulte el esquema de lubricación para conocer el ajuste mínimo del pasador del ciclo en el bloque del distribuidor.
12. BLOQUE DEL DISTRIBUIDOR Nº DE IMPULSOS / MÁX .: Consulte el esquema de lubricación para conocer la configuración máxima del pasador del ciclo en el bloque del distribuidor.
13. PULSOS ACTUALES / MIN: Muestra el número real de pulsos por minuto.
14. NIVEL DEL TANQUE PRINCIPAL: El tanque de aceite principal está equipado con un sensor de nivel bajo, el verde está operativo y el rojo es nivel bajo y la falla se mostrará en la pantalla hmi.
15. LUBRICACIÓN ACB EN CADA # DE CARRERAS: Puede configurar el # de golpes para activar el aceite de contrapeso de aire / acb.
16. SEGUNDOS DEL TEMPORIZADOR DE LA BOMBA ACB: Puede configurar el número de segundos para que la aceitera de contrabalanceo de aire / acb complete su ciclo.
Silencio de seguridad de cortina de luz al subir
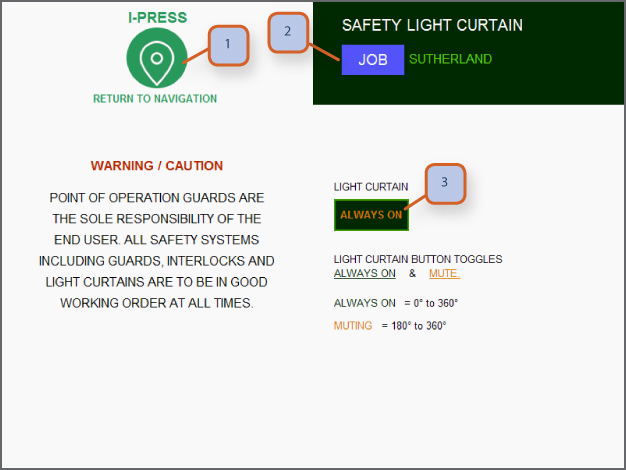
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. TRABAJO: presione para ir a la pantalla "memoria de trabajos".
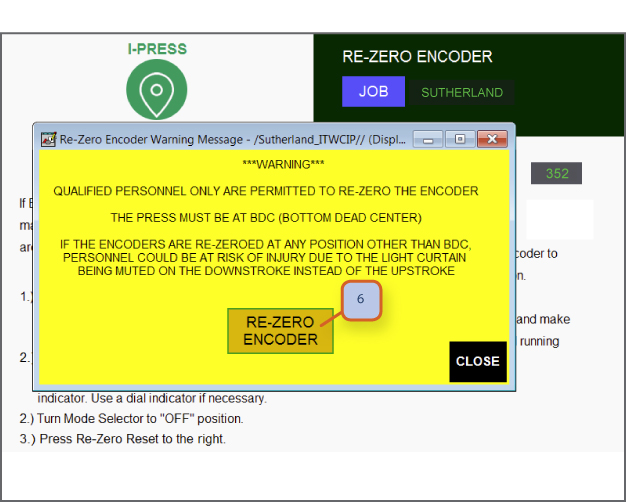
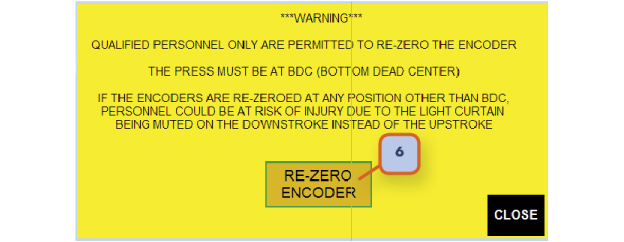
3. CORTINA LUMINOSA: le permite alternar entre siempre encendido o silenciar en el trazo ascendente. Precaución: cuando vuelva a poner a cero el codificador y la posición de deslizamiento real, aparecerá una pantalla de advertencia que le advertirá que debe asegurarse de que el proceso de puesta a cero sea preciso. Le recomendamos que seleccione cortinas de luz siempre encendidas durante la puesta a cero del codificador y luego pruebe el sistema antes de volver a silenciarlo en la carrera ascendente.
Nota: Los protectores del punto de operación son responsabilidad exclusiva del usuario final. Los operadores deben informar sobre cualquier guardia o cortina de luz que no esté en buen estado de funcionamiento.
Contador de mantenimiento
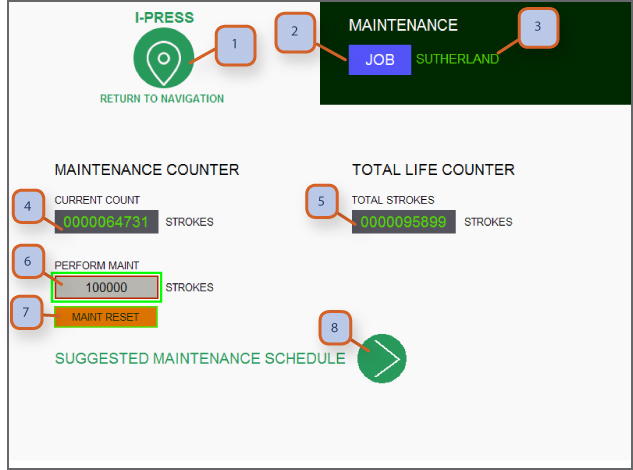
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. TRABAJO: presione para ir a la pantalla "memoria de trabajos".
3. NÚMERO DE TRABAJO: Muestra el trabajo alfanumérico actual de 10 dígitos seleccionado.
4. RECUENTO ACTUAL DE MANTENIMIENTO: Muestra el recuento actual hasta el momento en que ocurrirá la parada de mantenimiento. Esto también se muestra en la parte inferior derecha de la pantalla de ejecución principal y se muestra con el contador que cuenta regresivamente hasta 0-cero para que el operador pueda ver cuándo está a punto de ocurrir una parada de mantenimiento.
5. CARRERAS TOTALES: Este es un contador de vida total.
6. REALIZAR MANTENIMIENTO: El supervisor puede preestablecer el número para la parada de mantenimiento. La prensa se detendrá después de este número preestablecido de golpes.
7. MANTENIMIENTO. RESET: presione para restablecer el contador de mantenimiento.
8. DESPLAZAMIENTO: presione para ver el mantenimiento sugerido para optimizar el tiempo de actividad de la prensa.
Modos especiales de funcionamiento
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. TRABAJO: presione para ir a la pantalla "memoria de trabajos".
3. CORTINA LUMINOSA: le permite alternar entre siempre encendido o silenciar en el trazo ascendente. Precaución: cuando vuelva a poner a cero el codificador y la posición de deslizamiento real, aparecerá una pantalla de advertencia que le advertirá que debe asegurarse de que el proceso de puesta a cero sea preciso. Le recomendamos que seleccione cortinas de luz siempre encendidas durante la puesta a cero del codificador y luego pruebe el sistema antes de volver a silenciarlo en la carrera ascendente.
Nota: Los protectores del punto de operación son responsabilidad exclusiva del usuario final. Los operadores deben informar sobre cualquier guardia o cortina de luz que no esté en buen estado de funcionamiento.
Restablecimiento de la válvula del freno del embrague
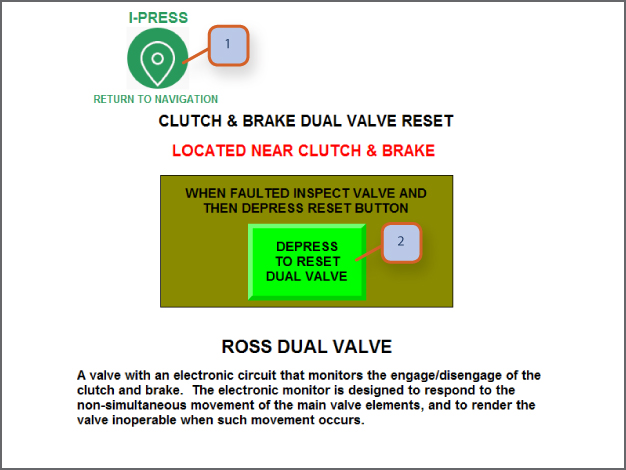
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. PRESIONE PARA RESTABLECER: Esto restablecerá la válvula de seguridad DSV para el embrague y el freno.
Nota:
• La válvula DSV y los sistemas de aire deben recibir un mantenimiento adecuado para un funcionamiento óptimo.
• El tanque de aire y todas las líneas de suministro de aire de la prensa deben drenarse semanalmente para eliminar cualquier acumulación de humedad.
• Le recomendamos que agregue líneas y dispositivos de recolección para mantener la prensa y el área limpias y recolectar cualquier acumulación de humedad o aceite.
• Inspeccione y limpie el silenciador de escape en la válvula DSV; el escape de aire restringido reducirá el tiempo de parada del freno.
RESTABLECER ANULAR
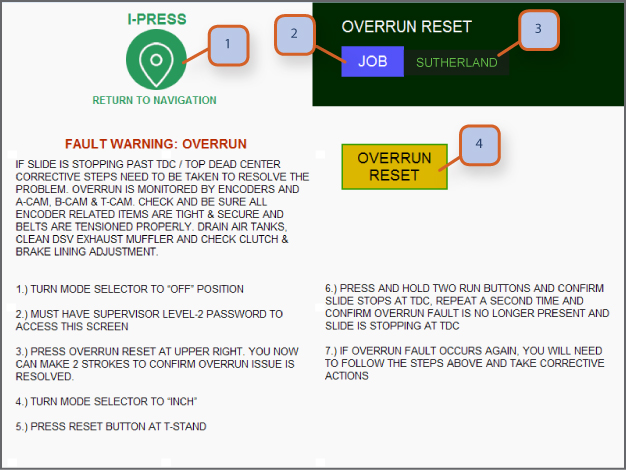
Nota:
** siga las instrucciones en pantalla **
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. TRABAJO: presione para ir a la pantalla "memoria de trabajos".
3. NÚMERO DE TRABAJO: Muestra el trabajo alfanumérico actual de 10 dígitos seleccionado.
4. RESTABLECIMIENTO DE EXCESO: presione para iniciar la secuencia de restablecimiento de exceso.
Codificador de puesta a cero
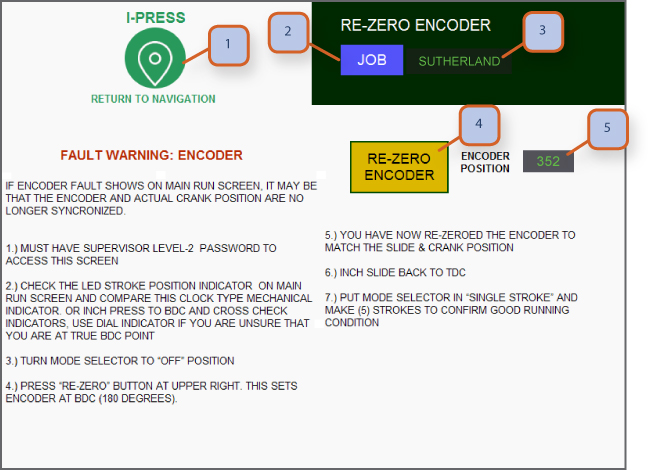
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. TRABAJO: presione para ir a la pantalla "memoria de trabajos".
3. NÚMERO DE TRABAJO: Muestra el trabajo alfanumérico actual de 10 dígitos seleccionado.
4. RE-ZERO ENCODER: Presione para recalibrar el codificador (una vez presionado se mostrará una pantalla de advertencia amarilla para garantizar la seguridad). Esto calibra el codificador a 180 grados.
5. POSICIÓN DEL CODIFICADOR: Muestra la posición actual del codificador en grados.
6. RE-ZERO ENCODER: presione para recalibrar el codificador. Siga las instrucciones en pantalla.
Conjuntos de funciones / Otras opciones de llamada
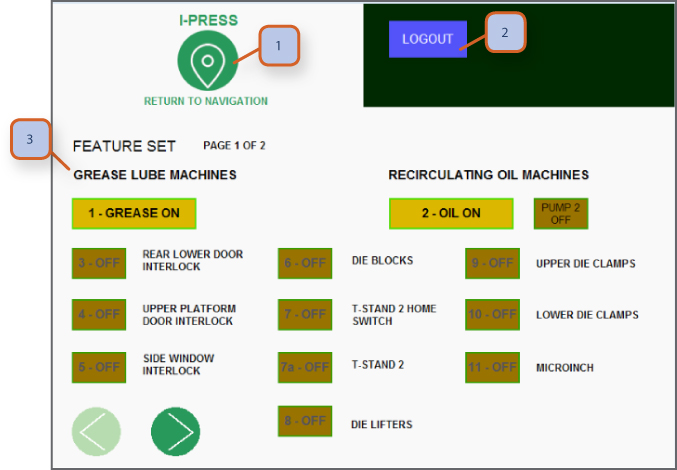
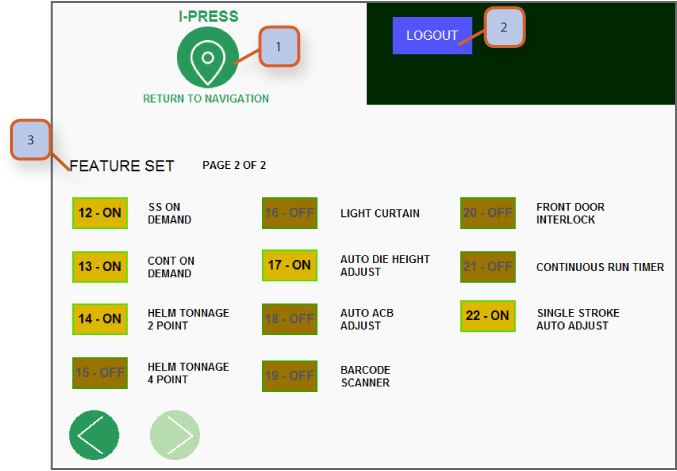
1. BOTÓN DE NAVEGACIÓN: presionarlo lo lleva a las pantallas de navegación. Dependiendo del nivel de contraseña del operador o supervisor, se puede acceder a más o menos pantallas.
2. SALIR: Esto permite a los usuarios cerrar la sesión para que otros puedan iniciar sesión con su nivel de contraseña.
3. CAMBIO DE CONJUNTOS DE FUNCIONES: Esta sección permite que un técnico de SP certificado sólo active o desactive los conjuntos de funciones.










2.jpeg)
.png)



































































